毛毛8686886
毛毛8686886
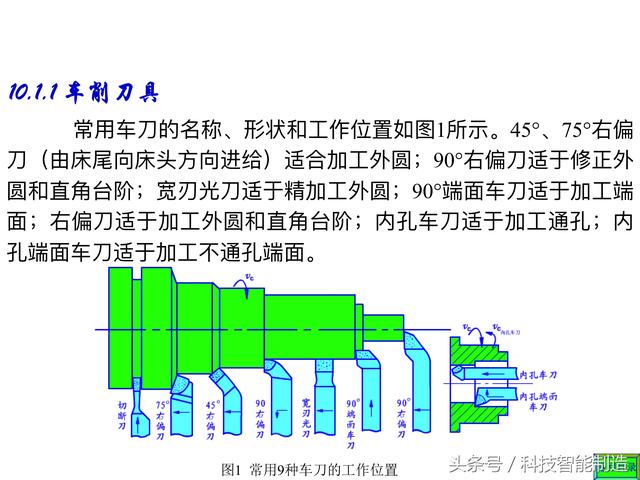
在编程序时,正确地选择数控刀具是很重要的。对数控刀具总的要求是安装整方、刚性好、精高、用度好,在此基础上综合考虑工件材料的切削性能,机床加工能力,控加工工序的类,切削用量以及与机床和数控装置作范围有关的诸
1.影响数控刀具选择的因素
在择刀具的类型和规
(1)生产性质
在这生产性质指的是零件的批量大小,主要从加工成本考对刀具选择的响。例如在大量生产时采用特殊刀具,能是合算,而在单件或小批量生产时,选择标刀具更适合
(2)机床类型
完成工序所用的数控机床对选择的刀具类型(钻、车刀铣)的影响。在够保证工件系统和刀具系统刚性好的条下,允许用高生产率的刀具,例如高速切削车和大进给量
(3)数控加工方案
不的数控加工方案可以采用不同类型的刀具。例如孔的加工可以用钻及扩钻,也可用钻和镗刀来进行加
(4)工件的尺寸及外形
工的尺寸及外形也影响刀具类型和格的选择,例如特型表要采用特殊的刀具来加
(5)加工表面粗糙度
加表面粗糙度影响刀具的结构形状和切削用量,例如毛坯粗铣加工时,采粗齿铣刀,精铣时最好用细齿
(6)加工精度
加精度影响精加工刀具的类型和结构形状,例孔的最后加工依据孔的度用钻、扩孔钻、铰刀或镗刀来
(7)工件材料
工材料将决定刀具材料和切削部分几何数的选择,刀具材料与工的加工精度、材料硬度等有
2.数控刀具的性能要求
由于控机床具有加工精度高、加工效率高、加工工序集和件装夹次数的特点,对所使用的数控刀具提出了更高要求。刀具性能上讲,数控刀具应高于普通床所使用的
选择控刀具时,首先要应优先选用标准刀具,必要时才可选用各种效的复合刀具及殊专用刀具。在选择标准数控刀具时,应结合实际况,尽可选用各种先进刀具,如可转位刀具、整体硬质金刀具、陶瓷
在择数控机床加工刀
(1)数控刀具的类型、规格和精度等应能够满足加工要求,具材料应与工件材料相适
(2)切削性能好。为适应刀具在粗加工或对难加工材料的工件加工时能采用大的背刀量高进给量,刀具具能够承受高切削和强力切削的性能。同时,同一批刀具在切性能和刀具命方面一定要稳定,以便实现按刀具使用寿命换刀或由数系统对刀具寿命进
(3)精度高。为适应数控加工的高度和自动换刀等要求,
有整体式立铣刀的径
(4)可靠性高。要保证数控加工中不会发生刀具意外伤及潜在缺而影响到加工的顺利进行,要求刀及与之合的附件必须具有很好的可靠性较强的适
(5)耐用度 ———以
二.数控车床 编辑词条 编辑摘要
摘要
数控车、车削中心,是一种高精度、效率的自动化机床。配备多工位刀塔或动力刀塔,机床就有广泛加工艺性能,可加直线柱、斜线圆柱、圆弧和各种螺纹、槽、蜗杆等复杂工件,可咨询:宁波众数控机床厂。具直线插补、圆弧插补种补偿功能,并在复杂零件的批量生中发
1数控车床
2数控车床
3调试与验收
4使用条件
5数控车削的工艺…
6
目录
1数控车床
2数控车床
3调试与验收
4使用条件
5数控车削的工艺…
6数控车加工程序…
7市场
8图书信息
9
数控车、车削中心,是一种高精度、高率的自动化机床。配备多工位刀塔或动力刀塔,机床就具有泛的加艺性能,可加工直圆柱、斜线圆、圆和各种螺纹、槽、蜗杆等复杂工件,可咨询:宁波众鑫数控床厂。具有直线补、圆弧插补各种补偿能,并在复杂零件的批量生产中发挥 了良的经济效果。 编辑本
数控车又为 CNC车,即计算机数字控制车床,是目前国内使量最大,覆盖面最广的一种数控机床,约占数控机床总数的25%。数控机床是集机械、电气、液压、气动、微电子和信等多技术为一体的电一体化产品。是机械制备中具有高度、高效率、高自动化和高柔性化等优点的工作母机。数控机床技术水平高低及其在金属切削加工机床产量和总拥的百分比是衡量一个国家国民济发展和工业制造整体水平的重要标志之。数控车床是数控机床的主要品之一,它在数控机床中占有非常重的位置,十年来一直受到世界各国的普遍重视并得到
数控床、车削中心,是一种高精度、高效率的自动化机床。它具有广泛的加工艺能,加工直线圆柱、斜圆柱、圆弧和各种螺纹。具有直线插补、圆弧插补各种补偿能,并在复杂件的批量生产中挥 了良好的经济效果。合理选用控车床,应遵循如
(一). 选用原则
1. 前期准备
确定型零件的工艺要求、加工工件的批量,拟数控车床具有的功能是做好前期准备,合选用控车床的前提条件 满足典型零件的工
典型零件工艺要求主要是零件的结构尺寸、加工范围和度要求。根据精度要求,即工件的尺寸精度、定位精度和表面粗糙度的要求来选择数控床的控制度。 根据可靠性来选择,靠性是产品质量生产效率保证。数控机床的可靠性是指床在规条件下执行其功能时,长时间稳定运行而出故障。即平均无故障时长,即使出了故障,短时间内能复,重新投入使用。选择构合理、制造精良,并已批生产的床。一般,用户越多,数控系统的
2.机床附件及刀具选购
机随机附件、备件及其供应能力、刀具,对投产数控床、车削中心来说是十分重的。择机床,需仔细考虑刀具和附件的配
3.注重控制系统的同一性
生产家一般选择同一厂商的产品,至少应选购同一厂商控系统,这给维工作带来极大的便利。教学单位,由于需学生见识广,选用不同的系统,配备各种仿真件是明智的
4.根据性能价格比来选择
做功能、精度不闲置、不费,不要选择和自己需要无关的功
5.机床的防护
需时,机床可配备全封闭或半封闭的防护装置、自动屑装置。 在选择数车床、车削中心时,应综合考虑上述各项
(二). 安装方法
1. 起吊和运输
机床起吊和就位,应使用制造厂提供的专用起吊具,不允采用其他方法进行。不需要专用起工具,应采用钢丝绳按照说明书规定部位起吊和
2.基础及位置
机床安装在牢固的基础上,位置应远离振源;避免阳照射和热辐;放置在干燥的地方,避免潮湿和流的影。机床附近若有振源,在基础四周须设置防
3.机床的安装
机床放置基础上,应在自由状态下找平,然后将地螺栓均匀地锁紧。对于普通机床,水平仪读数不超过0.04/1000mm,于高精度机床,水平仪不超过0.02/1000mm。在测量装精度时,应在恒定温度下进,测量具需经一段定温时间后再使用。机床装时应竭力避免使机床生强迫变形的安装方法。机床装时不应随便拆下机床某些部件,部件的拆卸导致机内应力的重要新分配,从而影
4. 试运转前的准备
机床何精度检验合格后,需要对整机进行清理。用浸有清洗剂的棉布绸布,不得用棉纱纱。清洗掉机床出厂时为保护导轨面和加工面而涂的防油或防锈。清洗机床外表面上的灰尘。在各滑动面及工作涂以机床规定
仔细查机床各部位是否按要求加了油,冷却箱中是否加足冷却液。机液压站、自动间滑装置的油是否到油位批示器规定的部位。 检查电控制箱中各开关及元器件是否正常,各插集成电路板是否
通启动集中润滑装轩,使各润滑部位及滑油路中充满润滑油。做机床各部件动作前的一切准
三变频器S350 数控
三
1、低频力矩大、输出平稳
2、高性能矢量控制
3、转矩动态响应快、稳速精度高
4、减速停车速度快
5、抗干扰能力强 编辑本段调试与验收
数控床的验收应按国家颁布实行的《数控卧式车制造与验技术要求》进行,在验收过程中,发生执,应以国家有关标准为依据,通过协商
一. 开箱验收
按机装箱单和合同中特定附件清单箱内物品逐一核对检查。做检查记录。有如下内
包箱是否完好,机床外观有无明显损,是锈蚀、脱漆; 有无技术资料,是否齐
附
备
工
刀
安装附件;
电
二. 开机试验
机安装调试完成后,即通制造厂派人调试机床。试验主要有如
1.各种手动试验
a. 手动操作试
b. 点动试验
c. 主轴变档试验
d. 超程试验
2.功能试验
a. 用按键、开关、人工操纵对机床进功能试验。试验动作的灵性、平稳性及功能的可靠
b. 任选一种主轴转速做主轴启动、正转、反转、停止的连续试验。操作不少于7
c. 轴高、中、低转速变换试验。转的指令值与显示值允差为±5%。 d. 任选一种给量,XZ轴全部行程上,连续工作进和快速给试验。快速行程应大于1/2全行程。正反方和连续操作少于7次。 e. 在X、Z轴全部行程上,做低、中、高进给量变换验。 转塔刀架进行各种转位
f. 液压、润滑、冷却系统做密封、润滑、冷却性验,做到不渗漏。 g. 盘做夹紧、松开、灵活性及可靠性
h. 主轴做正转、
i. 转塔刀架进行正反方向转位试验。
j. 进给机构做低
k. 试验进给坐标超程、手动数据输入、位置显示,回基准点,程序序号批和索、程序暂停、程删除、址线插补、直线切削徨、锥度切削循环、螺纹切削环、圆弧切循环、刀具位置偿、螺距补偿、间隙补偿等功能可靠性、动作灵
3.空动转试验
a. 主动动机构运转试验,在最高转速段不得于1小时,主轴轴承的温值不
b. 连续空运转试验,其运动时间不少于8小时,个循环时间大于15分钟。每个循环终了停车,并模松卡工件动作,停车不超过一分,再继续
4.负荷试验
用户准好典型零件的图纸和毛坯,在制造调试人员指导下编程和输入程序,选择切削刀具和切削用量。负荷试可按如下三步进行,车、切削、车。一步又分单一切削和循环程序切削。每一次切削完成后检验零已加工部位实际寸并与指令值进行比较,检验机床在负荷条件下的运行精度、即床的综加工精度,转塔刀架的
5. 验收
机床箱验收,功能试验,空运转试验、负荷试验成后,加工合格产品,即可办理验收移交手。如有题,制造厂应负责解决。 编辑本段使
数车床的正常使用必须满足如下条件,机床所处置的电源电压波动小,环温度
一. 机床位置环境要求
机床位置应远离振源、应避免阳光直接照射和热辐射的影响,避免潮和气的影响。如床近有振源,则机床四周应设置防振沟。否则将直接影机床的加精度及稳定性,将使电子元件接触不良,发生故,影响机床的
二. 电源要求
一般控车床安装在机加工车间,不仅环境温度变化大,使用条件差,而且各机电备多,致使电波大。因此,安装数控车床的位置,需要电源电压有严格制。电源电波动必须在允许围内,并且保持相对稳定。否则会响数控系统的正
三. 温度条件
数车床的环境温度低于30摄示度,相对温度于80%。一般来说,数控电控箱内部设排风或冷风机,以保持电子元件,特别是中
器工温度恒定或温度差变化很小。过高的温度和湿度将致控制系统件寿命降低,并导致故障增多。温度湿度的高,灰尘增多会在集成电路板产生结,并导致
四. 按说明书的规定使用机床
用户使用机床时,不允许随意改变控制系统内制造厂定的参数。些参数的设定直接关系到机床各部动态特。只有间隙补偿参数数值可根据实情况予以
用户能随意更换机床附件,如使用超出说明书规定的液卡。制造厂在置附件时,充分考虑各项环节参数的匹配。盲目更造成各项环节参数的不匹配,甚至造估计不到的
使液压卡盘、液压刀架、液压尾座、液压缸的压力,都应在许用应力范围内,不许任意高。 编辑本段数控车削的工艺
数车床加工的工艺与普通车床的加工工艺类,但由于控车床是一次装夹,连续自动工完所有车削工序,因而应注意以下几个
一. 合理选择切削用量
对于效率的金属切削加工来说,被加工材料、切削工具、削条件是三要素。这些决定着加工时间、刀具寿命加工质。经济有效的加工方式必然是合理选择了切削
切削件的三要素:切削速度、进给量和切深直接引起刀具损。伴随着切削度的提高,刀尖温度会上升,会产生机械、化学的、热的磨损。切削速度提高20%,刀
进给件与刀具后面磨损关系在极小的范围内产生。但进给量大,切削温度升,面磨损大。比切速度对刀具的影响小。切深对刀具的影响虽然没有切速度和进给大,但在微小切切削时,被切削材料产生硬化层,同样会影响刀具
用要根据被加工的材料、硬度、切削态、材料种类、进给量、切深等选择使用的切削速
最合的加工条件的选定是在这些因素的基上选定的。有规则的、稳定磨损达到寿命才是理想的条
然而,在实际作业中,刀具寿命的选择与刀具磨损、被加工尺寸变化、表质量、切削噪声、工量等有关。在确定加工条件时,需要根据实际情况进研究。对于锈钢和耐热合金等难加工材料来说,可以采用冷剂或选用刚性好
二. 合理选择刀具
1.粗车时,要选强度高、耐用度好刀具,以便满足粗车时大吃刀量、大进给量的要
2.精车时,要选精度高、用度好的刀具,以保证加工精度的要
3.为减少换刀时间和方便
三. 合理选择夹具
1. 尽量选用通用夹
2.零件定位基准重合,以减少定位误差。
四. 确定加工路线
加路线是指数控机床加工程中,刀具相对零件的运动轨迹和方
1.应能保证加工精度和表面粗糙要求;
2. 应尽量缩短加
五. 加工路线与加工余量的联系
目前,在数控车床还未达到普及使用的条件下,一般应把毛坯过的余量,特别含有锻、bu dui 铸硬皮层的余量安排普通车上加工。如必须用数控车床加工时,则需意程序的灵活
六. 夹具安装要点
目前压卡盘和液压夹紧油缸的连接是靠拉杆实现的,液卡盘紧要点如下:首先用搬手卸下液压油缸上的螺帽,卸下管,并从轴后端抽出,再用搬手卸下卡盘固定钉,即可卸下
安 专用夹具时请按照说明书操作骤进行。 编辑本段数控加工程序的结构和常用
数控程序可以分成程序开始、程序内容和程序结束部分内容。 数控车床分为广数系统和FANUC系统,程序代码可兼容也有冲突代,请合理
第
主定义程序号,调出零件加工坐标、加工刀具,启动主轴、打开冷却液等方面的内
主最高转速限制定义G50 S2000,设置主轴最高转速为2000RPM,对于控车床来说,这是一个非常重要的
坐系定义如不作特殊
返回考点指令G28 U0,为避免换刀过程中,发刀与工件或夹之间的碰撞和/或干涉,一个有效的方是机床先到X轴方向的机床参考点,并离开轴一段安全
刀具定G0 T0808 M8,自动调8左偏刀8号刀补,开启冷却液。 主轴转速定义G96 S150 M4,恒定线速度S功定义,S功能使控车床主轴转速指令功能,有两种表方式,一种是以r/min或rpm作为计量单位。一种是以m/min为计单位。数控车床的S代码必须与G96或G97配使用才能设置主轴转速或
G97:转速指令,定义和设置每分钟的转速。
G96:恒线速度指令,使件上任何位置上的切削速度都是一样
第
程序容是整个程序的主要部分,由多个程序段组成。每个程序由干个字组成,每字又由地址码和若干个数字组成。常见的为G令和M指以及各个轴的坐标点组成的程序段,并增加进给量的功能
F功是指进给速度的功能,数控车床进给速度有两种表达方式,一种是每进给,即用mm/r单表示,主要用于车加工的进给。另一种和数控铣床相采用每分钟给量,即用mm/min单位表示。主要用于车铣工中心中铣加工
第
在序结尾,需要刀架返回参考点或机床参考点,为下一次刀的安全位置,同时进行主轴止,掉冷却液,程序选择停止或结束程序等
回考点指令G28U0为回X轴方向床参考点,G0 Z300.0为回Z轴方向参考
停止令M01为选择停止指令,只有当设备的选择停止开关打开时才有效;M30程序结束指令,执时,冷却液、进给、主轴全部停止。数控程序和数控设备位并回到加前原始状态,为一次程序运行和数控加工重新开始准备。 编辑
中国制造大国,国内数控车床市场很大。国内的数控车床生产商也都各特点,竞争市场。这形了两种大概类型,一种是大型生产商,特点是质量好,价格贵,如宁的沈阳数控;一种是小型生产商,特点是物美廉,如浙江的义
随中国的研发制造能力的不断提高,中国渐地从进口数控车床到出口,明我国的数控业发展的强劲势
普通车床及刀具
报名截止时间:2010.11.05 下
重庆大学 普通车床及刀具
我校将承办“第二届全国大学生工程训练综合能力竞赛”重庆赛区的赛,由全国竞赛的整体安排,采购大连机床集团生产的车床,具体量及
仪器设备名称 单位 数量
C6132普通车床 台6 签订合同后10日内
C6136普通车床 台 6 签订合同
ER强力弹簧夹头刀柄 套 1
一体式钻夹头柄 套 4
一体式钻夹头柄 套3 签订合同 后10日内
功牙刀柄BT40-G5 套 4
功牙刀柄BT40-G3 套3
注: 车床招标后如有剩余经费则需要采购上表中出的刀柄,参加招标的供货商)请先价,做
一、C6132普通车床技术
床身上最大回转直径φ320mm
滑板上最大回转直径φ195mm
主轴通孔直径φ38mm
主轴转速范围150-3000rpm
主轴孔锥度莫氏5#
加工行程X轴:200mm、Z轴:500mm
尾架套筒锥孔莫氏4#
尾架行程80mm
主电机功率4KW
卡盘规格φ160mm
另配φ200mm四爪卡盘、中心
二、C6136普通车床技术
床身上最大回转直径φ400mm
滑板上最大回转直径φ200mm
主轴通孔直径φ58mm
主轴转速范围150-2500rpm
主轴孔锥度莫氏6#
加工行程X轴:210mm、Z轴:750mm
尾架套筒锥孔莫氏4#
尾架行程80mm
主电机功率5.5KW
卡盘规格φ200mm三
另配φ200mm四爪卡盘、中心架、
三、数控铣床、加工中心用刀具(刀柄BT40型)技
ER强力弹簧夹头刀柄BT40-ER32-70:夹持范围φ3-φ20(套装)
一体式钻夹头柄:夹持范围φ3-φ16mm
一体式钻夹头柄 :夹持范围φ0.5-φ8mm
功牙刀柄BT40-G5:夹持范围M5-M20
功牙刀柄BT40-G3:夹持范围M3-M12
技术咨询:任老师 023-65678116 13618266556 报名联系:李老师 023-65102671-808 66680500
车床刀具材料与发展
1绪 论
任何一个强大的国家都必须具有包括金属切削加工在内的强制造基础。 在整个 21世纪中 , 金属切削加工仍是机械制造业的主导法,削加工(含磨削)不仅占其 90%以上的份额,而且刀具消费用占制造成本的 2%~5%。无论是专机设备还是柔性 造 ,CNC 制造统都是今
不同种类的切削工具材料都有所进步,包括高速工具钢、硬质合金、金属陶瓷、陶 、聚立氮化硼 (PCBN)和聚晶金刚石 (PCD)。高速工具钢 (HSS) 是高韧性的刀具材 料,制作成其料不能制的各种复杂几何形状和尺寸的锋利切削刀具。而高耐磨 性的 CBN 和 PCD 超硬材料则适用于高速、小进给量加工。介于上述两种材料之间的是硬 质合金、陶陶刀具料,这些材料广泛用于各速
而在 CNC 制造系统中 , 工具刀柄和切削刀具的投入可占整个系统投入的 10%甚更 。 柔性制造单元和专机设备系的效率和能力在很大程度上取决于所刀和工
关 键 词:切削,机械,刀
论文类型:基础研究
目录
第 1章数控刀具的发展和分类特征 1.1数
1.2 数控刀具
1.3数控机床对刀具
1.4刀具的材料
第 2章 数控刀具
2.1金属切削层
2.2切屑的类型及
2.3刀具的切削力
2.4车刀的主要角度
2.5铣削及铣刀
2.6可转位刀具的基
2.7正确选择刀柄
第 3章刀具磨损及使
3.1刀具磨损的形态及
3.2刀具磨损过程、磨钝标准及具寿命 3.3不锈钢工
3.4加工淬火钢和冷硬铸铁时刀具的
致谢
参考文献
第 1章 数控刀具的发展和
1.1数控刀具
刀具是机械制造中用于切削加工的工具,又称削工具。广义的切削工具既包括 刀,
绝大多数的刀具是机用的,但也有手用的。由于机械制造中使用的刀具基本上用 于削金属材料,所以“刀具”词一般就理解为金属切削刀具。木材的刀
刀具的发展在人类进步的史上占有重要的地位。 中国早在公元前 28~前 20世纪, 就已出黄锥和紫铜的锥、、刀等铜质刀具。战国后期 (公元前三世纪 ) ,由于掌握 了渗碳技术,制成了铜质刀。时的钻头锯,与现代的钻和锯已有些相似之处。 然而,刀具的快速发展是在 18世纪后期,伴随蒸汽机等器的发展而来的。 1783年,法国的勒内首先制出铣刀。 1792年,英国的莫兹利制出丝板牙。关花钻 发明早的文献记是在 1822年,
那时的刀具是用整体高碳工具钢制造的,许用的切削速度约为 5米 /分。 1868年, 国的舍特成含钨的合金工具钢。 1898,美国的泰勒和 . 怀特发明高速钢。 1923年,德国施
在采用合金工具钢时,刀具的切削速度提高到约 8米 /分,采用高速钢时,又提 倍上,到采用硬质合金时,又比高速钢提高两倍以上,切削加工出的面 量
由于高速钢和硬质合金的价格比较昂贵,刀具出现焊接和机械夹固式结构。 1949~ 1950年间 , 美国开始在车刀上采用可转位刀片,不久即应用在铣刀和其他刀具上。 1938, 德国萨公司取关于陶瓷刀具的专利。 1972年, 美国通用电气公司生产了聚晶 造金刚石和聚晶立方氮化硼刀片。这些非金属刀具材料可使刀具以更高的速度切削。 1969, 瑞山特维克钢厂取得化学气
的专利。 1972年, 美国的邦沙和拉古兰发展了物理气相沉积法, 在硬质合金或高速钢刀 具表面覆碳钛或化钛硬质层。表面涂层方法把基体材料高强度和韧性,与表层 的高硬度和耐磨性结,从使这种复材
1.2数控刀具
刀具按工件加工表面的形式可分为五类。加工各种外表面的刀具,包括车、刨 、铣刀、外表面拉刀和锉刀等;孔加工刀具,包括钻头、扩孔钻、镗刀、铰刀和内表 面刀等;螺加工工具,包括丝锥、板牙、自动开合螺纹切头、螺纹车刀和螺纹铣刀 等;轮加工刀具,包括滚刀、插齿刀、剃齿刀、锥齿轮加工刀具等;切断刀具, 齿锯片、带锯、弓锯、切车刀和铣
按切削运动方式和相应的刀刃形状, 刀具又可分为三类。 通用刀具, 如车、 刨、 铣刀 (不包成形的车刀、成形刨刀和成形铣刀 ) 、镗刀、钻头、扩孔钻、铰刀和锯等; 形刀具, 这刀具的刃具有与被加工工件断面相同或接近相同的形状, 如成形车刀、 成形刨、成形铣刀、拉刀、圆锥铰刀和各种螺纹加工刀具等;展成刀具是用展成法加 工齿齿或的工, 如滚刀、 插刀、
1.3数控机床对刀具
金属切削过程中,刀具切削部分承受很大切削刀和剧烈摩擦,并产生很高的切削温 度;在断切削工作时,刀具将受到冲击产生振动,引起切削温度的波动。,刀 具材
(1)高硬度 刀具材料的度必须更高于被加工工件材料的硬度,否则在高温高压下, 就不能保持刀锋利的何状,这是刀具材料具备的最基本特征。目前,切削性 最差的刀具材料——碳素工具钢,其硬度在室温条件下也应在 62HRC 以上;高钢 硬度为 63— 70HRC ;硬质合金的硬度为 89~93HRA 。 HRC 和 HRA 都属洛氏硬度, HRA 硬度一般用于高范围 (大于 70) 。 HRC 硬度值的有效范围是 20~70间。 60— 65HRC 的
(2)足够的强度和韧性 刀具切削部分材料在切削时要承受很大切
例如,车削 45钢时,当 ap =4mm , f =0. 5mm /r 时,刀片要承受约 4000N 的切削力。 因此, 刀具材料必须要有足够强度和性。 一用刀具材料的抗弯强度 σb(单位为 Pa : N /m^2) 表示它的强度大小,用冲击韧度 ak (单位为 J /m^2) 其性的大小,它 映刀料
(3)高耐磨性和耐热性 刀具材料的耐磨性是指抗磨损的能力。一般说,刀具材料硬 度越高,耐磨性也越好。此,刀材料的磨性还和金相组织中化学成分、硬质点的 质、数量、颗粒大小和分布状况有关。金相组织中碳物,粒越细,布越
刀具材料的耐磨性和耐热性有着密切的关系。 其耐热性常用在高温下保持较高硬度 的性能即高温硬度来衡量,或叫红硬性。高温度越,表示耐性越好,刀具材料在 高温时抗塑性变形的能力、磨损的能力也越强。耐热性差的刀具材料,由于高温下硬 下而致快速磨损至发生
(4) 良好的导热性 刀具材料的导热性用热导率 [单位 W /(m·K)]来表示。 热导率大, 表示导热性好,切削时产生的热量容传导出,从而降切削部分的温度,减轻刀具 磨损。此外,导热性好的具材料其耐热冲击和抗热龟裂的性能增强,这种性能对采用 脆性具料行续切削,特别在加热
1.4刀具的材料
常用刀具材料分为:工具钢(包括碳素工具钢、合金工具、钢),硬质合金, 超硬刀具材料(包括陶瓷,金刚及
高速钢:高速钢特别适用于制造结构复杂的成形刀具, 孔加工刀具例如各类铣刀、 拉、 齿轮具、螺纹刀具等;由于高速钢硬,耐磨性,耐热性不及硬质合金,因
高速钢按其性能分成两大类:普通高速钢和高
硬质合金:硬质合金大量应用在刚性好, 刃形简单高速削刀具上, 随着技术的进步, 复杂具也逐
钨钴类硬质合金是由 WC 和 Co烧结而,代为 YG ,一般适用于加工铸铁和色 金
钨钛钴类硬质合金是以 WC 为基体,添加 TiC , Co 作粘结剂烧结而成,代号为 YT ,一般用
添加钽 (铌) 类硬质合金是在以上两种硬度合金中添加少量其它碳化物 (如 TaC 或 NbC )派生出的一类硬质合金,代号为 YW ,既适用加工脆性材料,又适用于加塑 料。常用
涂层刀具:硬质合金或高速钢刀具通过化学或物理方法在其上表涂一耐磨性好的 难熔金属化合物,既能提高刀具材料耐磨,
对刀具表面涂覆的方法有
化学气相沉积法(CVD法),适用于硬
物理气相沉积法(PVD 法),适用于
涂层材料可分为T iC 涂层、 TiN 涂
其它刀具材料:
(1)陶瓷刀具:是以氧化铝(Al2O3)或以氮化(Si3N4)为基体,再添加少量金属, 在高温下烧结而成的一种刀材料。 一般用于高速下精细加工硬材料。一些新型复 合陶瓷也可用于半精加工或粗加工难加工的材料或间断切削。 材被为是提高 产率
(2) 人造金刚石:它是碳的同素异形体, 是目前最硬的刀具材料, 微硬度 10000HV 。 它有极高的硬度和耐磨性,与金属摩擦系数很小,切削刃极锋利,能切下薄切屑, 很好的热性,较低的热膨胀系数,但它的耐热温度较低,在 700~800℃时易脱碳,失 去硬度,抗弯强度低,对振动敏感,与铁有很强的化学亲合力,加钢,主要 于有色金属及金属的工,
(3)立方氮化硼:是由立方氮化硼(白石墨)在高温高压下转化而成的,其硬度仅次 于金刚石,耐热度可 1400℃,有很高的化学稳定性,较好的磨性,抗弯强度与韧 性略低于硬质合金。高度,难加材料
第 2章数控刀具
2.1金属切削层
(1)切屑形成过程及变形
大量的实验和理论分析证明, 塑性金属切削过程中切屑的形成过程就是切削层金属 的变形过程。切削的属变形致划分为三个变形区:第一变形区 (剪切滑移 ) 、第二 变形区 (纤维化 ) 、变形区 (纤维
(2)积屑瘤的形成及其对切削过
在切削速度不高而又能形成连续切屑的情况下,工一般钢料或其它塑性材料时, 常常在前刀面处粘着一块剖面有呈三状的硬。它的硬度很高,通常是工件材料的 2-3倍,在处于比较稳定的状态时,能够代替刀刃进行。块焊在前刀
(3)积屑瘤是如何
切屑对前刀面接触处的摩擦,使刀面十分洁净。当两者的接触面达到一定温度同 时压力又较高时,会产生粘结现象,般所谓“焊”。切屑从粘在刀的层上流 过,形成“内摩擦”。如果温与压力适当,底层上面的金属因内摩擦而变形,也会发 生加工硬化,而被阻滞在层,粘成一体。这粘层就逐步长大,直到该处的温度与 压力不足以造成粘附为止。 所以积屑瘤的产生以及它的积聚高度金属材料的硬化性质 关,也与刃前区的和压力分布有关。一般来,塑性材料的加工硬倾向愈强, 愈易产生积屑瘤; 温度与压力太低, 不生积瘤; 之, 温太高, 生弱化作用, 不会产生积瘤。走刀量持一定时,积屑瘤高度
(4)积屑瘤对切削过程
实际前角增大
它加大了刀具的实际前角,可使切削力减小,对削过程起积极的作用。积屑瘤愈 高,实
增大切削厚度
使加工表面粗糙
积屑瘤的底部则相对稳定一些,其顶部很不稳定,容易破裂,一部分连附于切屑底 部而出,一部残留在加工表面上,积屑瘤凸出刃部分使加工表面切得非常粗糙, 因加时必须
对刀具寿命的影响
积屑瘤粘附在前刀面上,在相对稳定时,可代替刀刃切削,有减少刀具磨损、提高 寿命作用。但在屑瘤比较不稳定的情况下使用硬合金刀具时,积屑瘤的破裂有可 能硬刀具颗
(5)防止积屑瘤的主
降低切削速度,使温度较低,粘结现象不易发生;采用高速切削,切削温度高于 积屑瘤消失的相应度;用润性能好的切削液,减少摩擦;增加刀前角,以减小 切屑与前刀面接触区的压力;适高件材料度,
2.2切屑的类型及
带状切屑
它的内表面光滑,外表面毛茸。加工塑性金属材料,当切削厚度较小、切削速度 、具前角较大时,一般常得到这切屑。它的切削过程平衡,切削力较,已
挤裂切屑
这类切屑与带状切屑不同之处在外表面呈锯齿形,内表面有裂。这种切屑大 多在切削速度较低、切削厚度大、刀具
单元切屑
如果在挤裂切屑的剪切面上,裂纹扩展到整个上,则整个单元被切离,成为
以上三种切屑只有在加工塑性材料时才可能得到。其中,带状切屑的切削过最平 稳,单元切屑的切力波动最大。在生产中最常见的是带状切屑,有时得到挤裂切屑, 单元切屑很少见。 假如改变裂切屑的条件, 如进一步减小刀具前角, 减低切削速度, 或加大削厚度,就可以得到单元切屑。反之,则可以得到带状切屑。这说明切屑的形 可削条而转化的。掌握它的变律,
尺寸,以达到卷屑和断屑的
崩碎切屑
这是属于脆性材料的切屑。这种切屑的状是不规则的,加工表面是凸凹不平的。 从切削过程来看,切屑在破裂前变形很小,和塑性材料的切屑形成理不同。它脆 主要是由于材料所受应力超了它的抗拉极限。加工脆硬材料,如高硅铸铁、白铁 等,特别是当切削厚度较大时常得到这种切屑。由于它的切削过程很不平稳,容易破坏 刀具,也有于床,已加工表面又糙,此在生产中应力求免。其方法是减小切 削厚度,使切屑成针状或片状;同时适当提高切削速度,以增加工件材料的塑性。 以是四种典型的切屑,但加工现获得的切屑,其形状是种样的。在现代切 削加工中,切削速度与金属切除率达到了高的水平,切削条件很劣,常常生大量 “不可接受”的切屑。所切控制 (又称屑理,工中般简称为“屑” ) ,是 指切加工中取当来控制屑卷曲、流出与折断,使
2.3刀具的切削力
(1)切削力
研究切削力,对进一步弄清切削机理,对计算功消耗,对刀具、机床、夹具的 设计,对制定合理的切削用量,化刀几何参等,都具有非常重要的意义。金属切 削,刀具切入工件,使被加工材料发生变形并成为切需力,称为切削。切
克服被加工材料对弹性变形
克服被加工材料对塑性变形
克服切屑对前刀面的摩擦力和刀具后刀对过渡表面与已加工表面
上述各力的总和形成作用在刀具上的合力 Fr (国标为 F ) 。 为了实际应用, Fr 可分 解为互垂的 F x (国标为 F f ) 、 F y (国标为 F p ) 和 F z (标 F c )
F z ——切削力或切向力。它切于过渡面并与基面垂直。 F z 计
计机床零件,确定机床功率所
F x ——进给力、轴向力或走刀力。它是处于基面内并与工轴平与走刀方向 相反的力。 F x 是设计走刀机构,计车刀
F y ——切深抗力、或背向力、径向力、吃刀力。它是处于基面内并与工件轴线垂 直力。 F y 用来确定与工件加工精度有的工件挠度,计算机床零件和车刀强度。它 件在切
消耗在切削过程中的功率称为切削功率 P m (国标为 Po ) 。削率为 F z 和 F x 消耗的功率之和,因 F y 向有移,
P m =(Fz V+Fx n w f/1000)×10-3
其中:P m —切削功率(KW );
F z —切削力 (N ) ;
V —切削速度 (m/s) ;
F x —进给力 (N) ;
n w —工件转速 (r/s) ;
f —进给量 (mm/s)。
式中等号右侧的第二项是消耗在进给运动中的功率, 它相对于 F 所耗功来 说,一般很小 (<>
按上式求得切削功率后, 如要计算机床电动机的率 (PE ) 以便选择机床电动机时, 应考到
P E ≥ Pm /ηm
式中 :ηm —机床的传动效率, 一般取为 0.75~0.85,大值适用于新机床, 小
(2)切削热的产生
被切削的金属在刀具的作用下,发生弹性和塑性变形而耗功,这是切削热的一个 重要来源。此外,切屑前刀、工与后刀面之间的摩擦也要耗功,也产生大量的 热量。因此,切削时共有三个发热,剪面、切屑前刀
渡表面接触区。
(3)影响切削温度的主
根据理论分析和大量的实验研究知,切削温度主要受切削用量、几参数、 工件材料、刀具磨损和切削液的影响,以对这个主
切削用量的影响
分析各因素对切削温度的影响, 主要应从这些因素对单位时间内产生的量和 出的热量的影响入手。 如果产生的热量大于传出的热量, 则这些因素将使切削温度增; 某些素使传出热量增大,则这些因素将使切削温度降低。切削速度对切削温度影 最大,随切削速度的提高,切削温度迅速上升。而背吃力量 a p 变,热积和生 的热量亦作应变化,
刀具几何参数的影响
切削温度 θ随前角 γo 的增大而降低。 这是因为前角增大时, 单位切削力下降, 使 产的削热少的缘故。但前角大于 18°~20°后,对切削温度的影响减小,这是因 为小使散热积减
r
减小时,使切削宽度 a w 增大,切削厚 度 a c 减小, 故削温下。 负倒棱 b γ1在 (0-2)f 范围内变化, 刀尖圆弧半径 r e 在 0-1.5mm 范围内化,基本上不影响切削温度。因为负倒棱宽度及刀尖圆弧半径的增,会使塑 性变形区的塑性变形增大,但另一方面这两者都能使刀具的散热条所,传出 热量也有所增,两平
刀具磨损的影响
在后刀面的磨损值达到一定数值后,对切削温度的影响增大;切削速度愈高,影 响愈显。合金钢的强度大,导热系数,所以切削合金钢时刀具磨损对削度 影
切削液的影响
切削液对切削温度的影响,与切削液的导热性能、比热、流量、浇注方式本 的温度有很大的关系。从热性能来看,油类切削液不如化液,乳化
2.4车刀的主要角度
(1)车刀的角度
车刀的主要角度有前角(γ0)、后角(α0)、主编角(Kr )、副偏角(Kr’ )和 刃倾角(λs)。为了确定车刀的角度,要建立个坐平面:切平面、基面和主剖面。 对车削而言,如果不考虑车安装和切削运动的影响,切削平面可以认为是铅垂面;基 面是平;主削刃水平时,垂直于
1前角 γ0在主剖面中测量, 是前刀面与基面之间的夹角。 其用是使刀刃锋利, 便于 切削。 但前角不能太大, 否则会削弱刀刃的度, 易磨损至崩坏。 加工塑性材料时, 前角可选大些,如用硬合金车刀切削钢件可取 γ0=10~20,加工脆性材料,车 γ0应比粗加工,以利刀
2后角 α0在主剖面中测量, 是主后面与切削平面之间的夹角。 其是减车削时主 后面与工件的擦,一般取 α0=6~12°,粗时取
3主偏角 Kr 在基面中测量,它是主切刃在基面的投影与进给方向的角。
1)可改变主切削刃参加切削的长度,影
2)影响径向切削力的
小的主偏角可增加主切削刃参加切削的长度, 因而散热较好, 对延长刀具使用寿命有利。 但加工长轴时,工件刚度不足,小的主偏会使刀具作用在工件上的径向力增大, 弯
车刀常用的主偏角有 45°、 60°、 75°、 90°等几种,其
4副偏角 Kr’ 在基面中测量,是副切削刃在基面上的投影与进给方的角。其主 要作用是减小切削刃与已加工表面之间的擦,以善已
在切削深度 ap 、进给量 f 、主偏角 Kr 相等的条件下,减副角 Kr’ ,可减小车削后的 残留面积,从而减小表面粗糙度,般
5刃倾角入 λs在切削平面中测量,是主切削与基面的夹角。其作用主要是控制切 屑的流动方向。主切削刃基面行, λs=0; 刀尖处于主切削刃的最低点, λs为负值, 刀尖强度增大,切屑流向已加工表,用粗工;刀尖于主
为正值, 刀尖强度削弱, 切屑流向待加工表面, 用于
(2)车刀的组成
刀由刀头和刀体两部分组成。刀头用于切削,体用于安装。刀头一般由三面,
前刀面 是切屑流经过的
主后刀面 是与工件切削表面相对
副后刀面 是与工件已加工表面相
主切削刃 是前刀面与主后刀面的交线,担负主要
副切削刃 是前刀面与副后刀面的交线,担负少量的切削工作,定修光作用。 刀尖 是主切削刃与副切削刃的相交分,般为
最常用的车刀结构形式有以
1整体车刀 刀头的切削部分是靠刃磨得到的, 体车刀的材料多用高速钢制成, 般 用
2焊接车刀 将硬质合金刀片焊在刀头部位,不同种的车可使用不同形状的刀片。 焊接的硬质合车,可
2.5铣削及铣刀
铣削用旋转的铣刀作为刀具的切削加工。铣削一般铣床镗床上进行,适于加工 平面、沟槽、各种成形面 (如花键、齿轮螺纹 ) 和模具的特殊形面等。铣削的特征是:①铣各刀齿周期性地参与间断切削;②每个刀齿在切削过切度是变化的。 铣
①每分钟进给量 v f (毫米 /分 ) ,表示工件每分钟相对于铣刀的位移量;②每转进给 f (毫米 /转 ) , 表在铣刀每转一转时与工件的相对移量; ③每齿进给量 a f (毫米 /齿 ) , 表示铣刀每一个刀齿的时内件的相对移量。 铣削深度 a p (毫米 ) 是在平行于铣 刀轴心线方向测量的铣刀与工件的接长度。 铣削切削深度 a e (米 ) 是垂直于铣刀轴 心线方向测量的铣刀与工件接触弧的深度。 用高钢铣削中钢的切削度一般为 20~30米 /;用
铣削一般分周铣和端铣两方式。周铣和某些不对称的端铣又有逆铣和顺铣之分。 凡刀刃切削向与工的给运动方向相反称为逆铣; 方向相同的称为铣。 逆铣时, 铣刀每齿的切削厚度是从零逐渐增大,所以刀齿始切入时,与削表面发挤压 和滑擦,这对铣刀寿命和铣削工件的表面质量都有不利影响。顺铣时的情况正相,所 以顺铣能提高铣刀寿命和铣削表面质量,并能减小机床的功率消耗。但顺铣时铣刀所受 的切削力较,当床的给传动机有间隙或铸毛坯有硬不宜
铣刀是一种多齿刀具,同时参与切削的切削刃总长度较长,并可使用较的切 度,又无空行程,故在一般情况下铣削的生产率比用单刃刀具的切削加工 (如刨削、插 削 ) 为高,铣刀的制造和刃磨较为困难。普通铣削的加工精度不高,一般铣精度为 IT11~10, 表面粗糙度为 Ra20~2.5微米; 铣度达 IT9~7, 表粗糙
铣刀按用途区分有多种常用
①圆柱形铣刀:用于卧式铣床上加工平。刀齿分布在铣刀的圆周上,按齿形分为 直齿和螺旋齿两种。按齿数分粗齿和细齿两种。螺旋齿粗齿铣刀数,刀齿强高, 容屑空间大,适用于粗加工;细齿铣刀适用于精加工。②面铣刀:用于立式铣床、面 铣床或、龙门铣床、上加工平面,端面和圆周上均有刀齿,也有粗齿和细齿之分。其结 构有整式、镶齿式和可转位式 3种。③立铣刀:用于加沟槽和台阶面等,刀齿在圆 周和端面上,工作时不能沿轴向进给。当立铣刀上有通过中心的端齿时,可轴进给。 ④三面刃铣刀:用于工各种沟槽和台阶面, 两侧面和圆周上均有刀齿。 ⑤角度铣刀:用于铣削成一定度的沟槽,有单角和双角刀两种。⑥锯片铣刀:用于加工深槽和切 工,其圆上有多刀齿。了少铣切时的擦,刀齿两侧有 15’ ~1°的偏 。外,有槽铣刀燕尾槽铣刀 T
铣刀的结构分为 4种。①整体式:刀体和刀齿制成一体。②整体焊齿式:刀齿硬 质合金或其他耐磨刀具材料制成,并钎焊在刀体上。③镶齿式:刀齿用机械夹固的方法 固在刀体。这种可的刀齿可以是整体刀具材料的刀头,也可以是焊接刀具材料的 刀。刀头装在刀体上刃磨的铣刀称为体内刃磨式;刀头在夹具上单独刃磨的称为 。④转位式:这种结已广面
铰削和铰刀
利用铰刀从已加工的孔壁切除薄层金属, 以获得精确孔径和何形状以及较低的 表面粗糙度的切削加工。铰削一般在钻孔、扩或镗以后进,用于加工精密的圆柱 孔和锥孔,加工孔径范围般为 3~100毫米。由于铰刀的切削刃长,铰削时各 参切削,生产率高,
铰削的工作方式一般是工件不动,由铰刀转并向孔中作轴向进给。在车床上铰削 时,工件旋转,铰刀作轴向进给。铰削过程中,铰刀前端的切削部分进切,后面的 校准分起引导、 防振、 修光和准作用。 铰孔的尺寸和几何形状精度直接由铰刀定。 铰削可分粗铰和精铰。一般在车床、镗床或钻床上进行,称为机铰,也可手工铰削。粗 铰的切削深 (单边加工馀量 ) 0.3~0.8mm ,加工精度可达 IT10~9,表面粗糙度为 Ra10~1.25μm 。 精铰的切削深度为 0.06~0.3mm , 加工精度可达 IT8~6, 表面粗糙 Ra1.25~0.08μm 。 铰孔的切削速度较低, 例如用硬质合金圆柱形多铰刀对钢铰孔时, 当孔径为 40~100mm 时,切速为 6~12m/min,进给为 0.3~2mm/r。正确选煤 油、械或乳液切削液可提高铰孔质量和
铰刀具有一个或多个刀齿、用以切除已加工孔表薄层金属的旋转刀具。经铰削加 工后的孔可获得精确的尺寸和形。铰按使用法分手用和机用两种;按铰孔的形状 分柱形、圆锥形和阶梯形 3种;按装夹方法分带柄装种;按齿的形状
2.6可转位刀具的基
可转位刀具是将预先加工好并带有若干个切削刃的多边形刀片, 用机械夹固的方法 夹紧在刀体上的一刀。当在用过程中一个切削刃磨钝了后,只要刀片的夹紧松 开,转位或更换刀片,使新的刃工作位置,再经
可转位刀具与焊接式刀具和整体式刀具相比有两个特征,其一是刀体上安装的刀 ,少有个预先加工好的切削刃供使用。其二是刀片转位后的切削刃在刀体置 变,
可转位刀片与焊接式刀具相比有以
刀片成为独立的功能元件,其切削性能得到了
机械夹固式避免了焊接工艺的影响和限制, 更利于根据加象择各种材料的刀 片,并充分地发挥了其切削能,从而
切削刃空间位置相对刀体固定不变,节省了换、对刀等所需的辅助时间,提高 机
经济性好。由于可转位刀具切削效率高,辅助时间少,以了工效,而且可转 位刀具的刀体可重复使,节了
促进了刀具技术的进步。 可转位刀片的制造采用了与焊接刀片机械制粒不同的喷雾 制粒新工,压时的动性是机械制粒的几十倍,促进了片质量的提高。同时可转 位刀体的专业、生产又促了
刀具的组成
可转位刀具一般由刀片、刀垫、夹紧元件
其中各部分的作
刀片:承担切削,形成被加
刀垫:保护刀体,确定刀片 (切削刃 ) 位置。
夹紧元件:夹紧刀片和
刀体:刀体及 (或 ) 刀垫的载体,承担传递切削力及切削扭距,完成刀机
刀具的结构
可转位刀具的结构包括刀片的夹紧形式, 刀垫的装夹形式和刀体与机的
刀片的夹紧形式 刀片的夹紧方式受刀片形状、 刀尺寸和刀具功用等因素的影响。 夹时须
1. 刀片装夹定位要符合切削力定位夹紧原,即切削力的合力必须作用在刀 支
2. 刀片周边尺寸定位满足三点
3. 切削力与装夹力的合力在定位基面 (刀片与刀体 ) 上产生的摩擦力必须大于 切削振动等引起的使片离定
刀体与机床的联接形式 刀体与机床联接形式应符合高刚度、高
原则,这包括如下两方面的
1. 联接形式和尺寸标
2. 同一联接形式可更换不同的中间接长块和不同类别的切削刀头 ----
刀片安装和转换时应注意
转位和更换刀片时应清理刀片、 刀垫和刀杆各接触面, 应保证接触面无铁和杂, 表面有凸起点修平。已用过的刃口应转向切屑流向的定位。转位刀片时应使其稳当地 靠向定位,夹紧用适当,宜过大(必要时可采用测力扳手)。夹紧时,有些结 构的车刀需用手住刀片,使刀片贴紧底面(如偏心式结构)。夹紧的刀片、刀垫和刀 杆三者的接触应贴隙,注意刀尖部位的好紧贴,有
刀杆安装时应注意
车刀安装时其底面应清洁无粘着物。若使用垫片调整刀尖高度,应直,最多 不能超过三块。如果内侧和外侧面也须安装定位
刀杆伸出长度在满足加工要求下应尽可能短,一般伸出长度是刀高的 1.5倍。 如确要伸出较长才能满足加工需要,不能过
2.7正确选择刀柄
在现代大型高速加工设备越来越多地应用到生产环节中的条件下, 如何选择合适 的刀柄以适逐渐提的床主轴转速,加工高精度的模具型面,技术人员须综合 考虑刀柄的各种特性, 尤其是在高速运转条件下的夹紧径向跳动误精及其动平 质量,这样有利于降低刀具本身存在的振动。此外,一般刀柄的径向跳动误差精度要 小 3μm,出于对机床主轴跳动误差考虑,采用重量低的主轴、刀柄和刀具相结合的 方式有利于获得地切工果。前,市场主要有 4刀柄:液、应
液压刀柄
液压刀柄是一种应用很广泛的刀柄, 有些客户由于加工要求特殊而采特的具 夹紧解决方案,但大分应用领域是可以选用这种柄的。种刀
传统刀柄系统。拧紧只需用一个加压螺,当螺栓拧紧时便会推动活塞的密封块在刀柄 内产生一个液压油压力,该压力均匀地从圆周方向传递给制胀套,胀壁将刀具 夹紧。 采用这一具夹紧系统, 可使系统径向跳动误差精度和重定精度控制在 3μm以下。由于刀柄内存在有高压油液压力,当刀具被夹紧时,内藏的油腔结构高油的 存在大大地加了构阻尼,可有效止刀具和机床主轴的振动。实际应用表明,使用 这种夹紧系统不仅可以提高加工精度和质量, 而且还能刀具在切削加工中的使用寿 得到成倍提高。 此,这类刀柄不但具有免维护功和抗污能力,而且易于使用和 全地夹紧刀具。因为,在紧固刀时,夹紧压力可以将刀柄上的任油杂质导到 套筒中(加)的小沟槽。这样就可以清理装用表面区域,让干燥, 打滑现象,保证主轴的
应力锁紧式夹头
应力锁紧式夹头采用多面刀具夹紧方式,这是一种结构其简单,但设计功能相 当高的夹紧装置。刀具装夹孔具有经精确计算而设的轴对特殊多形,借助于一个 特制的加载装置对其施加压力,使夹持孔在弹性变形的范围内变成圆形,从而顺利地 将具入内,卸载后刀具被巨
1细长型刀柄
此类刀柄最为适合于夹持刀柄设计特别细小而延伸
2粗壮型刀柄
这种刀柄体型较大,因此其刚性较,在提高径向力补偿方能
3通用刀柄
通用刀柄目前主要有两种应用方:适用于轻型加工应用领域,适合于中型和重 型加工应用领域。用户可以充分利用这刀的重优点其防振性能,提高刀具使 用寿命和工件的表面粗糙度,而其格可以与高端弹簧刀柄系统相匹敌。这类刀柄采用 类似于液压刀柄的膨胀技术来紧具,只是其扩力是过机械方法获的,而不是 通过液压介质获得。 这一优势可以使用户的刀柄系统达到防振的效果和高的径向跳动 误差精,通常小于 5μm。与弹簧夹头刀柄相比, SINO-R 刀柄还另外一些特点:刀 柄刀具安装部外围有一夹紧套可在省握扳手情下,将其旋至一固定点,使刀 柄每次紧力达到统一;紧固和全夹紧圆形刀具(夹头
得更紧一些,但夹孔底部的夹紧程度较差);通过使用标准减径可应种夹持直径 的刀具;过使用内部长度调节螺丝,以常精
热胀冷缩刀柄
该刀柄采用热胀冷缩的技术理,热量来源于感应技术加热。该刀柄加热装置具 有感应线圈(有些装置用高频线),可以对刀柄中插入的具的区域进行精确地加 热。在入刀具后,需要对刀柄冷却一段时间,这可以通过冷却套加速其冷却速度。 柄冷却以后靠收缩力紧紧夹住刀柄。通过热胀冷缩夹紧的刀具,夹紧力大,而且 可以承受很高的扭矩。通过热胀冷缩法夹的刀具几乎成为受非常均匀的一体式 具,具有很多优点:径向跳动误差精度很高,可达到 3μm以下水平;动扭大, 刀柄设计相对较小巧。但其陷在于,比压刀或应力锁紧式刀柄来
第 3章刀具磨损及使
3.1刀具磨损的形态及
切削金属时,刀具一方面切下切屑,另一方面刀具本身也要发生损坏。刀损坏 的式主要有磨和破损两类。前者是连续的逐渐磨损;后者包括脆性破损 (如崩刃、 碎断、剥落、裂破损等 ) 和塑性破损两种。刀具磨损后,使工件加工精度降低,表面 粗糙增大,并导致切削力加大、切削温度升高,甚至产生振动,不能继续正常切削。 因,具磨直接影响加工率、质
1. 前刀面磨损
2. 后刀面磨损
3. 边界磨损
从对温度的依赖程度来看, 刀具正常磨损的原因主要机械损和热、 化学磨损。 机械磨损是由工件材料中硬质点的刻划作引起,热、学磨损则是由粘结 (刀具与 工件材料接触到子间距离时产生的结合现象 ) 、 扩散 (刀具与两面化学元素 相向对
3.2刀具磨损过程、磨钝标准及
刀具磨损过程可分为三个
1. 初期磨损阶段
2. 正常磨损阶段
3. 急剧磨损阶段
刀具磨损到一定限度就不能继续使用。 这个磨损限度称为磨钝标准。 一把刀 ( 重新刃磨过的刀具 ) 开始使用直至达到磨钝标准所经实际削时
刀具破损和刀具磨损一样,也是刀具失效的一种形式。刀具在一定的切削条件下 使用时,如果它经受不住强的力 (削力或热应力 ) ,就可能发生突然坏,使刀具 提前失去切削能力,这种情况就称具损。破损是对于
上讲,破损可认为是一种非正常的磨损。刀具的破损有早期和后期 (加工到一定的时间 后的破损 ) 两种。刀具损的形式分脆性破损和塑性破损两种。质合金和陶瓷刀具在 切削时,在机械和热下,经常发生性破
1. 崩刀
2. 碎断
3. 剥落
4. 裂纹破损。
刀具损坏的形主是磨损和破损。 在现代的生产系统 (如 FMS 、 CIMS 等 ) 中, 当刀具发生非正常的磨损或破损时,如不能及时发现并采取措施,将导工报废,甚 至机床坏,造成很大的损失。因此,对刀状态进行监控非常重要。刀具破损监测可 分为直接监测和接测两种。所谓直接监测,即直接观察刀具状态,确认刀具是否破 损。其中最典型的方法是 ITV(Industrial Television , 业电视 ) 摄像法。接监测法即 利用刀具破损相关的其它物理量或理现象, 间接判断刀具是否已经破损或是否有即 破损的先兆。 这样的法有力法、 测温法、 测振法、 测主电机电流法和测声发射法。 刀具最大的敌人就是生锈,即使厂使用不锈钢来制造刀刃,但只要条合适, 锈斑会毫不犹豫地出在不锈钢面。尤其是在沿海环境中使用刀具时,更要注这 个问,因海的空气比他方潮湿,并混合盐份。因此刀锋表面上层润 滑来保刀钢不直接触含份的潮湿空气侵蚀。 任何
3.3不锈钢加工对刀具
(1)对刀具的要求
对刀具几何参数的要求 加不锈钢时,刀具切削部分的几何形状,一般应从前 角、后角方面的选择来虑。在选前时,要考虑卷屑槽、有无倒棱和刃倾角的正 负角度小等因素。不论何种刀具,加工不锈钢时都必须采用较大的前角。增大具 前角可减切切离和清出程中所遇到的阻力。对后角选择要求不十分严格,但不宜 过小, 后角过小容易和工件表面产生重摩擦, 使加工面粗糙度恶化, 速刀具磨损。 并且由于强烈摩擦,增强了不锈钢表面加工硬化的效应;具后也过大,后过 大,使刀具的楔角小,降低切刃的强,加速了刀具的磨
工普通碳钢时适当
对刀具切削部分表面粗糙度的要求 提高刀具切削部的表光洁度可减少切屑形成卷 曲时的阻力,提高刀具的耐用度。加工通碳钢比较,加工不锈钢时应适当降低切 削用量以缓刀具磨损;同时还要选择适当的冷却润滑液,以便降切程的切削 热切削
对刀杆材料的要求 加工不锈钢时,由于切削力较大,故刀杆必须具备足够的强度和刚 性,以免在切削程中生颤和变形。这就要求选用适当大的刀杆截积,同时还应 采用强度较高的材料来制造,采调质处理
对刀具切削部分材料的要求 加工不锈钢时,要求刀具切削部分的材料有较耐磨 性,并能在较高的温度下保持其切削性能。目前常用的材料有:高速钢和硬质合金。由 于速钢只能 600°C 以下保持其切削性能, 因此不宜用于高速切削, 而只适用于在低 速情况下加工不锈钢。由于硬质合金比高速钢具有更好热磨性,因此用硬质 金材料的刀
硬质合金分钨钴合金 (YG ) 和钨钴钛合金 (YT ) 两大类。 钨钴类合金具良好的性, 制成的刀具可采用较大的前角与刃磨出较为锋利的刃口,在切削过程中切屑易变形, 切削轻快,切屑不容刀,所以在情况下,钨钴合金加工不锈钢比较合适。特 别是在振动较大的粗加工和断续切削加工情况下应采用钨钴合金刀片, 它不象钨钴钛 合金那样硬脆,不易刃磨,易崩刃。钨钴钛合金的红硬性,在件下比钴合 耐磨,但它脆性较,耐冲
(2)刀具几何参数
前角的选择 从切削热的产生和散热方面说,增大前角可小切热的产生,切削温度 不致于太高,但前角过大则因刀头散热体积减小,切削度反而高。减小前角可改善 刀头散热条件,切削温度有能降低,但前角过小,则切削变形严重,切削产生的热量 掉。实表明,取前
后角的选择 粗加工时,对强力切削的刀具则要求切削刃口强度高,则应取较的后角; 精加工时,其刀具磨损主要发生在切削刃区和后刀面上,对于不锈钢这易出现工硬 化材料,其后刀面摩擦对加工表面质量及刀具磨损影响较大,理的后角应为:加工 奥氏体不锈钢 (185HB 以下 ) ,其可 6°~8°;加工马体不锈
后角取 6°~8°;加工马氏体不锈钢 (250HB 以下 ) ,其后角为 6°~10°为宜。
刃倾角的选择 刃倾角的大小和方向,确定了流屑的方向,合理选择刃倾角 ls ,常 -10°~20°为宜。在微量精车圆、精车孔、精刨平面时,应采用大角
(3)切削用量
为了抑制积屑瘤和鳞刺的产生,提高表面质量,硬质合金刀具进行加工时,切削 用量要比车削一般碳钢类工件稍些,特别是削速度不宜过高,一般推荐切削速度 Vc=60~80m/min,切削深度为 ap=4~7mm,
3.4加工淬火钢和冷硬铸铁时刀
(1)加工淬火钢时刀具
淬火钢硬度一在 45HRC 以上,加工塑性变形差,切削阻力大,切削温度高。 如刀具材料硬度较低,则刀具切削困难、容易磨损 (内孔加工尤其如此 ) 。淬钢零件 进粗车工时,由于切削量大、振动大,必选用具有较高强度和耐冲击性的刀片。 我们一般选用 YA6和 YN05硬质合金刀片。对淬火钢零件进行精车加工时,对刀片硬 度、耐磨性和耐热性要较高,我们通常选 YT15和 YT30硬合金片。此类刀片 的韧和抗弯强度不高,磨削性能和焊接性能也较差,更合用于精加工。为提高刀具 刃口强度,我们将刀具为具有负前角的倒棱。为改善散热性,应选择较小的主偏 (48°~58°) 。 工时的合理切削用量为:切削速度 30~45m/min, 进给量 0.15~0.3mm/r, 切削深度 0.4~1.2mm 。对淬火钢材料行径较小 (如 ?20~30mm ) 的内孔加工时,可 选用 YT10和 YT30硬质金片拉刀,这刀具
(2)加工冷硬铸铁时刀具
冷硬铸铁硬度高、脆性大,且工件表面硬质点和夹砂较多,硬质合金刀片切削时容 易磨损刃。对冷硬铸工件进行车削加工时,可选用耐磨性和耐冲击性好、抗弯强 度高的 YA6和 YD 等硬质合刀。为提刀刃和刀尖的强度和耐磨性,刀具可采用 较大的负前角和较小的后角,适减小主偏角和副偏角,增大刀尖角 (150°~160°) ,同 时适当加大修光。 加合理削用量为:切削速
1.5mm/r,切削深度 0.5~1mm 。
对冷硬铸铁工件内孔 (如 ?20~50mm ) 进行加时,可用 YA6或 YN10硬质合金 刀片制造多刃扩孔钻,先扩孔留余量,后再精工。根据加工内孔的孔径、余量及 是否通孔可确定采用扩孔钻是复合扩孔钻加工:对于内孔加工余量不大的通孔可采用 扩孔钻工;对加余量较大的通和台,
结论
我们称谓的“数控刀具”,特指与加工中心、数控车床、数控镗铣床、数控钻等 进高 CNC 制系统相配套使用的刀具和工具辅具系统。它包括整体合金刀具、超 硬刀具、可转位片、工具系统、可位刀具、超硬材料及涂层技术等。这些应属 于现代金属切削刀具范畴,技术水平、性能和质量直接影响到国内数百万台昂贵的 CNC 制造系统的生产效加工量的坏,直接影响到整国家机造工
提高刀具的使用寿命的目标 ---是提高劳力、提高产品质量、降低次品率、
机械制造业的生产过程涉及大量的机械加工, 特别是金属切削加工所加工产品的尺 寸、形状、位置精度、表面貌等与刀具有关,刀具的性能、质量及其管直接影响 到能否顺利加工出所需要的合格产,到工节拍和产
制和降低,关系到制造型企业的核心竞力,这在自动化机械加工中
致谢
在论文即将完成之际,我的心情无法平静,从开始进入课题到论文的顺利完,有 多可敬的师长、学、朋友给了我无言的帮助,在这里请接受我诚挚的谢意! 在这里首先要感我的老师。我也要感我身边的同学们,有些毕业设计里面的内 容,不知道应该如何进行处,我的同学一直在身边帮助我,我很感激他们,做毕业设 计,在其中需要很多巧的理知识,有些知识的掌握
在做整个毕业论文的过程中,给我最大感悟就是我增长了很多的见,也感谢多 的人,尤其是我的老师和同学们,他们都有自己的事情要处理,所以我非常感他们, 他们呀教我如何帮助别人,这样不厌其烦地给予别人帮助,其实我们要学的东西还 很多,我们只有以真诚的心对待身边的人,我们就会得多帮,这是我们应 该学习
参考文献
1耿国卿 , 刘永海 . 数控车床编程
2张君 . 数控机床编程与操作 . 北京理工大学出版社 . 2007.8
3**卿,杨顺田 . 数控铣镗床编程与技能训练 . 化学工业出版社 . 2008.10 4汪荣青,邱忠 . 数控编程与操作 . 工出版
5刘建萍,叶邦彦 . 数控机床编程与加工实用教程 . 中山大学出 . 2008 6徐宏海 . 数控机床刀具及其应用 . 学工出版
车床切削刀具知识介绍
1. 横切刃角与前
(横切刃角)
通常,多设定-3°~-5°使用。
但是在断续粗加工,高硬度材料加工时,把横切刃设定一点,铁屑会变的细长,这样可以分散削应,
(前切刃角)
通常,粗加工多使用5°的,精加工多使用15°~30°的。这个角度一,尖度虽然会上升,半面、刀尖热增大。相反,角度一大,虽然强
2.前角
負前角 :正前角 :3.让角
要求刃尖强度的粗加工,断续加工,高硬
重视切削性能的精加工,低硬度材料的加工(AL,非金属)
要求刀尖强度的粗加工和高硬度材料加工但是,磨
(让角设大的情
低硬度材料、加工容易硬化的不锈钢加工但是,
4.刀片固定方法
TOP固定方式 :使用CLAMPER固定刀片,紧
适合粗加工以及重切削
但是,由于CLAMP的阻挡,存在冷却液不能到达尖的题。而且,如用于轻切削或精切削,则会发拖的铁
(QT‐200的场合,只能用于
杠杆固定方式 :使用LEVER在刀片横向上拉入的
从中切削到精切削被广泛
由于不使用CLAMPER 所以不会发生TOP固方式样的问题。(QT-200的场合,在所的法上
销锁方式 :用于从轻切削到精切削,销代替LEVER,在横向
如35度车刀般,没有使用LEVER的空间的车刀,变为杠固
(35度车刀的第一推奨
螺钉固定方式 :从刀片上部用螺钉拧紧
多用于小径镗刀以及POSITIVE BITE。
エッジクランプ方式 : 仅使用CHIP一边
有时被当作三角CHIP的固定方法使。虽然CHIP的装卡精
但有前切刃角15度的BITE,在FC端面加工时,用于精切
5.BITE的方向
把CHIP握于手中,刀尖向
此时,CHIP装于左方向上的称为手刀。相反,装于右方向
外径□内径粗加工 : 左勝手(考虑機械剛性,右手不合)外径□内径仕上加工 : 左勝手(有屑绕问
端面順方向加工(上→下) : 左勝手端面逆方向加工(下→上) : 右勝手内径?外径螺加 : 右勝手 内径?外径槽加工 : 勝手(有铁屑缠绕问题时,右勝手)端面 : 左勝切
QT-200粗加工時の切削条件 ( 超硬CHIP 7.5HP/10HP (標準主軸)
低炭素鋼中炭素鋼高炭素鋼
高合金鋼不锈钢SUS4**系不锈钢SUS3**系FC鋳物FCD物
材質HB125HB150HB180HB180HB275HB350HB200HB325HB200HB200HB330HB200HB180HB330HB180HB260HB160HB250HB110HB60
SCM,SCrSKS,SKSKD,SUH
快削材標準材預硬材快削材標準
周速200180160180120100120601401105012510050200150140120250400送り0.300.300.300.300.300.300.300.300.300.300.300.300.300.300.300.300.300.300.300.40切込2.02.02.02.02.02.02.02.02.02.02.02.02.02.03.03.03.03.03.03.0馬力7.36.96.36.96.05.05.54.15.34.63.25.24.43.26.05.74.05.74.86.7Ks2222332422333083082784162332553892552723891221551171947851CHIPP25P25P25P25P25P25P25P25M25M25M25M25M25M25K10K10K10K10KN10KN10
QT-200粗加工時の切削条件 ( 超硬CHIP ) 10HP/15HP (特注主軸)
低炭素鋼中炭素鋼高炭素鋼
高合金鋼不锈钢SUS4**系不锈钢SUS3**系FC鋳物FCD物
材質HB125HB150HB180HB180HB275HB350HB200HB325HB200HB200HB330HB200HB180HB330HB180HB260HB160HB250HB110HB60
SCM,SCrSKS,SKSKD,SUH
快削材標準材預硬材快削材標準
周速200180160180120100120601401105012510050200150140120250400送り0.300.300.300.300.300.300.300.300.300.300.300.300.300.300.300.300.300.300.300.40切込2.52.52.52.52.52.52.52.52.52.52.52.52.52.54.04.04.04.04.04.0馬力9.18.67.98.67.56.36.85.16.75.74.06.55.64.08.07.65.47.66.48.9Ks2222332422333083082784162332553892552723891221551171947851CHIPP25P25P25P25P25P25P25P25M25M25M25M25M25M25K10K10K10K10KN10KN10
推奨するBREAKER
材料
低炭素鋼
加工方法材質Sandvik三菱
UC6010AP25NNX1010UC6010AP25NAP25NUC6010AP25NAP25NUC6010UC6010US735US7020NX1010UC5015UC5005Hti10Hti10MD220Hti10Hti10MD220
GUSUFAGUSUFAGUSUFAGUSUFAEXSU
住友
AC2000AC1000T1200AAC2000AC1000T1200AAC2000AC1000T1200AAC2000AC1000T1200AAC304AC304
BREAKEREAKEREAKECHIP種類
粗SS41PM4025MS
仕上S15CPF4015SH精密仕上QF5015FS
粗S45CPM4025MH
仕上S55CPF4015SH精密仕上QF5015FH
低合金鋼粗SCM,SCrPM4025MH
仕上SKS,SKPF4015SH精密仕上QF5015FH
高合金鋼粗SKD,SUHPM4025全周
仕上PF4015SH精密仕上QF5015
不锈钢粗SUSMM2025MS
仕上MF2015SH精密仕上QF525FS
粗KM3015全周
仕上KF3005全周精
銅合金粗PbALH10R/L
仕上ALCD1810R/L-F精密仕上.CMWCD10R/L-F
AL粗A5052ALH10R/L
仕上ACDALCD1810R/L-F精密仕上.CMWCD10R/L-F
CERMET(チタン陶瓦)CBN(ボラゾン)PCD(ダイアモンド)
UXAC700G
UZAC300GフラットBN500/600UM/UPG10ENF/DMDA150NF/DMDA150UM/AGG10E/H1NF/DMDA2200NF/DMDA2200
QT-200にて加工に要する馬力?TORQUEを
( 計算に使用するDATA )D : 加工径(φmm)HP : 馬力(hp)t : 切込量(mm)T : TORQUE(kg?m)f : 毎転送り
F : 毎分送り速度(mm/min)(注意)
2
V : 周速(m/min)Ksに関しては、SANDVIKカタログよりN/mm単位N : 回転(rpm)の被切削抵抗を引して記計
2
Ks : 被切削抵抗(kg/mm)Ks(kg/mm2)=[N/mm2]÷9.8X(0.4÷f)0.29( 計算式 )
N = 1000 X V ÷ π ÷ DV = π X D X N ÷ 1000F = N X f
加工時間(min) = 加工長さ ÷ F
HP = t X f X V X Ks ÷ 4590 ÷ 0.8(効)T = 730 X HP ÷ N( 備考 )Ksの参考値素
SUS铁素体/马氏体快削材SUS铁素体/马氏体標準材SUS铁素体/马氏体預硬材SUS铁体/氏体調質材SUSオーステナイト削鋼SUSオーステナイト標準材SUSオーステナイト預
FCD球墨鋳鉄CU銅合金AL铝合金
233246308325233246(SUS4**系)255269(SUS4**系)388409(SUS4**系)310327(SUS4**
QT-200各转速上的马力计算(10HP
連続定格馬力(hp)=回転数÷100
30分定格馬力(hp)=回転数÷75馬力の参考値1001.00hp1.33hp2002.00hp2.67hp3003.00hp4.00hp4004.00hp5.33hp5005.00hp6.67hp6006.00hp8.00hp7007.00hp9.33hp7.50hp10.0hp(練習問題)
(15HPOPTION主軸)連続定格馬力(hp)=回転数÷7530
下記切削条件で、加工に要する馬力とTORQUEを計算しなさい。また、加工可
1. 材料:S45C 加工径:φ100 周
主軸仕様:10HP標準
回転数 :
加工に要する馬力 :
加工に要するTORQUE :
機械の馬力能力 :
機械の最大TORQUE : 7.1kgf?m / 10 kgf?m
(判定結果)馬力 :
TORQUE :
主軸仕様:15HPOPTION
回転数 :
加工に要する馬力 :
加工に要するTORQUE :
機械の馬力能力 :
機械の最大TORQUE : 9.7kgf?m / 14.3 kg?m
(判定結果)馬力 :
TORQUE :
最大切込量を最大TORQUEから計
また、計算した切込量から加工に要する馬力と30分格の馬を計算し加工可能 かどうかを判断しなさい。 主
T = 730 X HP ÷ N = D X t X f X Ks ÷ 2000 ÷ 0.8
最大切込量 :
加工に要する馬力 :
機械の最大TORQUE : 14.3 kg?m (30分定格)
回転数 :
機械の馬力能力 :
機械の最大TORQUE : 14.3 kg?m (30分定格)
(判定結果)馬力 :
TORQUE : 機械能
2. 材料:S45C 加工径:φ125 周
3. 材料:S45C 加工径:φ200 周
1.机床规格
最大の振り : φ470 特殊CHUCK等の最回转
標準加工径 : φ258 从工具干渉図看
最大加工径 : φ340(从標準
φ296(標準生爪端面から112mm長さ以上のWORK)最大加工
最大支持重量 : 中実CHUCK:23kg材料 , 中空CHUCK:26kg材料
棒材作業能力 : 主軸回転数 : 主軸电机输出 :最大扭距 :塔规 :外径车刀刀柄 :镗杆最大刀柄 :刀塔分度時間 : 快进速度 :快进时常数 :電源容 : 切水箱容量 : 定位精度 : 重复定位精度 :机床尺寸 : 床重量 : 程序容量 : 程序登録数 : (CHUCK+爪+材料=50kg下)φ51 (BARFEEDER使
7.5KW/10HP(30分定格) , 5.5KW/7.5HP(連続定格)
(11KW/15HPMOTORはOPTION)
10kgf?m (750rpm以下)
(15HPMOTORは、14.3kgf?m)8角DRUM TURRET□25mm X L150mm
φ40 (12角DRUMTURRET:φ32)
镗杆长度=伸出长度(160mm最大)+100mm0.26秒(1position) , 0.59
使用M249(刀塔松开准备),可以缩
X軸 30m/min , Z軸 30m/minX軸 0.12秒 , Z
21.3KVA(30分定格),15.9KVA(連
X軸4μm(50mm移動量,Z軸4μm(100mm移動)X軸 ±2μm , Z
幅 1720mm(带侧出式排屑器 2700mm)
奥行き 1528m(带後出式排屑器 2242mm)
2142m(843300byte)256個最大
2.OPTION
1.主軸馬力 :
2.12角刀塔 :
3.尾座 : 4.自動门
5.加工结束显示灯 : 6.主軸定向 :7.卡爪閉確 : 8.自動爪開閉 :9.卡盘气吹 :10.
11.零件收集器 : 12.对
13.切削水温度管理 : 系统14.
7.5KW(連続定格)/11KW(30分定格)仕様材加工时切深2.5mm~3mm为必时、
轴类工件时,需要8把以上刀
卡盘类工件时、刀具与φ180mm以上材料卡盘本身干涉问题多发,需要注。本
使用WORK装卸LOADER
また、マントランスファーラインでも必要。黄1色和赤,緑,
6角材等材料用BARFEEDER,GLROBOT給时必要。另外、材料装卸时决定CHUCK
带BARFEEDER或GLROBOT时,以及安装特殊CHUCK时必需使用BARFEEDER或GLROBOT的情况下、通过MCODE使爪開閉使用GLROBOT或BARFEEDER的場合、利
1m~3mのシャフト材をCHUCKに自動供するSYSTEM但是,以下选项需要一订,
本機□BARFEEDER間的接口種類 (注意:B/F家)衬套 (注意:材料径別)刀套 (注意:材料
CHUCK爪開閉確認CHUCK吹风
主軸ORIENT(6角材必要/丸材不要)
COLLETCHUCK (φ40以下材料的場合)BARFEEDERSYSTEM付の場合、WORK搬
φ50xL90,1kg的WORK的最大搬出能力 / 動間:刀尖座標計測装置 (对于φ8inch
抑制切削水温度的上昇、起稳定机床温度的作。加工径公差10μm以下場
油圧圧力保証联锁
CHUCK爪開閉用双脚踏开关CHUCK爪開閉
(以上OPTION需和用户
15.大容量冷却泵 :
0.52KW 以及 1.1KW
UDRILL加工,小径深孔DRILL加工,切断困難的合金鋼精加工发挥力。后出TYPE 以及 侧出TYPE (都为铰链式)要根用户
铝材加工时,刮板TYPE和链板TYPE的CHIPCONVEYER合适。
另外,FC加工时,磁吸式排屑
但是、这些特殊CHIPCONVEYER
16.排屑器 :
17.铁屑斗 :
带CHIPCONVEYER場合必要。根据用户不同,能
故有排屑器订货时必须确认铁屑斗
3.主軸负载循环(DUTY CYCL粗加工时,主軸MOTOR发状的标值。 (主軸休止時)材料交換時間如长于主軸止時間,可以
休止時間 = 切削時間 x ( 1.87 x ( 负 ÷ 100 )2- 1 ) + 2.15 x ( 加
(注意)1. 時間単位 : 秒
2. 主軸加速減速時間请参考下表(10HP
回転数加速 /
減速時間
(秒)(15HPOPTION主軸)
回転数加速 /
減速時間
(秒)3. 因为还要受到CHUCK重量的影、
??????????係数形式形式中実
主軸:標準主軸 , ????形式:中 , 回転数:3000rpm , 工
(15HPOPTION
??????????係数形式形式中実中実短縮0.92中空中空1.00 ???????:70%
加速/減速時間=2.23x1.14=2.7秒
休止時間=20x(1.87x(70÷100)2-1)+2.15x(2.7+2.7)=9.94秒 通、WORK装卸時間需要15秒右,所可以
4.刀具干渉
5.刀具配置系统 ( 8角
25 x L150伸出的35mm,仅外径BITE压块必要
外径BITE押え:53208000201 (標準4個/正?逆転兼用)
突出し50mmは、外径BITE押えと外径BITEHOLDERの2点が必要
外径BITE押え:53208000201 (標準4個/正?逆転兼用)
+
外径BITEHOLDER正転用(M03):53418000700 (標
25 x L150端面BITEHOLDERが必要
仅用于正転(M03のみ):53208000300 (標1個)UDRILLHOLDERとUDRILLSOCKETが必
UDRILLHOLDER:53208000100 (標準0個)
+
UDRILLSOCKETφ20:53208001000 (標準0個)UDRILLSOCKETφ25:53208001100 (
(注意) φ40SHANKのUDRILLは、UDRILLSOCKET不要
内径镗刀φ40SHANK最大BORINGBARHOLDERとBORING BAR SOCKETが必要
BORINGBARHOLDER:53378000302 (標準4個)
+
BORING BAR SOCKETφ8:51378001700 (標準0個)BORING BAR SOCKETφ10:51378001600 (標準0個)BORING BAR SOCKETφ12:51378001500 (準0個)BORING BAR SOCKETφ16:51378001400 (標準0個)BORING BAR SOCKETφ20:51378001300 (標準2個)BORING BAR SOCKETφ25:51378001201 (標準2
(注意) φ39SHANKのBORINGBARは、BORING BAR SOCKET不要
直SHANK
无油孔BORINGBARHOLDER+BORING BAR SOCKET(LGM製)とCOLLETCHUCK+COLLET(ISCAR製)が必要BORINGBARHOLDER:53378000302 (標準4個)
+
BORING BAR SOCKETφ25:51378001201 (標準2個)
+
(MILLINGCHUCK)
ST25X100 ER25 (SHANK径φ1~φ16/φ25/ER25COLLET
ST25X100 ER32 (SHANK径φ2~φ20/φ25/ER32COLLET
+
ERCOLLET:MILLINGCHUCKとDRILLSHANK
UDRILLHOLDER+UDRILLSOCKET(LGM製)
とCOLLETCHUCK+密閉
UDRILLHOLDER:53208000100 (標0
+
UDRILLSOCKETφ25:53208001100 (標準0個)
+
(MILLINGCHUCK)
ST25X50 ER25 (SHANK
ST25X50 ER32 (SHANK
+
密閉式ERCOLLET:配合MILLINGCHUCKとDRILLSHANK径選択
(注意)密閉式COLLET型番:ER** JET CO. **-**
BORINGBARHOLDER+BORING BAR SOCKET(LGM製)
とTAPPING ATTACHMENT+COLLET(ISCAR製)が必要
BORINGBARHOLDER:53378000302 (
+
BORING BAR SOCKETφ20:51378001300 (標準2個)
BORING BAR SOCKETφ25:51378001201 (標準2個)
+
(TAPPING ATTACHMENT)
GTI ER16 ST20X80 (M3~M10/φ20/ER16COLLET)
GTI ER20 ST20X80 (M4~M14/φ20/ER20COLLET)
GTI ER25 ST25X80 (M5~M16/φ25/ER25COLLET)
GTI ER32 ST25X80 (M6~M20/φ25/ER32COLLET)
+
リーマERCOLLET:配合TAPPING ATTACHMENT和TAP SHANK径选择BORINGBARHOLDER+BORING BAR SOCKET(LGM製)
和浮动式铰刀HOLDER+COLLET(ISCAR製)が必要
BORINGBARHOLDER:53378000302 (標準4個)
+
BORING BAR SOCKETφ20:51378001300 (標準2個)
BORING BAR SOCKETφ25:51378001201 (標準2個)
+
(浮动式铰刀HOLDER)
GTI ST20 ER20 (铰刀SHANK径φ1~φ13/φ20/ER20C
GTI ST25 ER32 (铰刀SHANK径φ2~φ20/φ25/ER32C
+
ERCOLLET:配合TAPPING ATTACHMENT和TAP SHANK径选择
6.爪情報
( 8inch中実CHUCK以及中空CHUCK )
CHUCK的TYPN08A0615 (中
B208A6150 (中空TYPE)
生爪TYPE SB08B1 (爪高38mm的
SB08A1-056 (爪の高さ56mm
SB08A1-076 (爪の高さ76mm
硬爪TYPE HB08A1 (2段爪 / 把
(注意) 通常、硬爪一般都是根据用户WORK
时间计算( QT-200
1.关于切削条件数据,请参考育資料。2.各種付属
(分)(秒)
刃物台旋回 4STEP0.0100.59
X軸減速時間0.0020.12
Z軸加速時間0.0020.12
4000rpm4000rpm)(
(標準中实卡盘)4000rpm4000時間
3.付属品動作時間以外的
( 工件装卸时间估算 : 分 )
0.25分
( 接近+退避時間合計 : 分 )
从機械原点开始,在機械原点工程结束 →0.025分
从機械原点开始,在工件附近工程结束 →0.020分
从工件附件开始,在工件附近工程结束→0.015分
( 加工切削距離 : mm )
外径,内径加工=終点Z-
端面加工=0.5*[始点直径-
( 主軸回転数 : rpm )
外径,内径=1000*周速÷3.14÷加工径
端面=1000*周速÷3.14÷
( 毎分进给速度 : mm/分 )
回転数*毎回転送り速度
( 加工時間 :
加工距離÷毎分送り速度
( 加工中快速进给定位時間 : 分 )
0.02*最大移動距離+0.04 又は 0.006分/回
( 主軸加速時間和減速時間 : 分 )
2[回転数÷2000]
NOSER計算
1.問題点
在MAZATROL的単動模式下,NOSE R补偿(G41,G42)的令不能实现。 因此,按照加工图纸作成程序,就会以下
① 上升锥面 → 切
② 下降锥面 → 过切
③ 凸圆 → 切
④ 凹圆 → 切
2.上記問題的対
锥度: SHIFT使刀片的NOSE R接触
Z1 = NOSER X ( 1 - Tan[
Z2 = NOSER X ( 1 + Tan[
X1 = Z1 X Tan[角度]
圆弧 : SHIFT使刀片的NOSE R接
凸圆情况下,把圆
凹圆情况下,指
凸圆 : 始点,終点都向圆
相对于图纸要求,为了把圆弧编程时编大,圆弧半径增一个NOSE R凹圆 : 始点,終点都向圆弧内SHIFT
相对于图纸要求,为了把圆弧编程时编小,圆弧半也小一个NOSE R.圆锥和圆弧的组合 : 首
从NOSE R的中心点开始,X、Z轴
NOSE R,求出刀尖
凸圆情况下,圆弧半径需要指定为圆弧半径+NOSE R. 凹圆情况下,圆弧半需指为圆
(NOSE R 中心点与假想点的出方法)( 从図面可確
P1X : 交点P1のX座標P1Z : 交点P1のZ座標
R : 円弧半径r : NOSE R
θ : 锥
( P2点のX,Z座標
A = R x Sinθ
B = R x Cosθ
C = R - B
D = C ÷ Tanθ
E = A - D
P2X = P1X - 2 x CP2Z = P1Z + E
( NOSE Rr中心点のX,Z
F = r x Cosθ
G = r x Sinθ
NOSE R中心X = P2X + 2 x FNOSE R中心Z = P2Z + G
( 刃先座標値 )
刀尖坐标X = NOSE Rr中心点X - 2x r刀尖坐标Z = NOSE R心
车床刀具及工艺卡
CAD/CAM比赛(车床刀具及
(一)加工工艺分析 1、
(1)装配图分析
组合体装配图分析如图7-1表示,共有3项技术要求。 (2)零件图分析
2、装夹方案与加工顺序的确定 (1)零件1工艺分 (2)零件2工艺分析 (3)零件3工艺分析 该组件
工序1:零件2、3的主要轮廓加工,
工序2:用铜皮包夹件2的?43外圆,手动车端,保证总长35mm±0.005mm,倒
工序3:卸下件2,用铜皮包夹件3的?36圆,手动车右端面,并倒内外圆
工序5:零件1右端部分的加工,见表7-4.注与零2、零件3进行试配,不拆除件1进行整,证
3、刀具及切削用量的选择 4、工艺
(1)、配合套件数控车削加工刀具卡,
(2)、零件2、3的主要轮廓加工工序卡,
表7-2 零件锥套、螺母
(3)、零件1左端部分的数控加工工序卡,
(4)、零件1右端部分的数控加工工序卡,