


 帅的人都已关注
帅的人都已关注
范文一:离子束加工技术
离子束加工技术
1 离子束溅射技术的发展
离子束溅射沉积干涉反射膜的进展可总结为[2]:
* 1976 年之前,一般干涉反射膜反射率R>99%;
* 1976 年离子束溅射干涉膜(淀积技术突破),反射率R=99.9%; * 1979 年离子束溅射干涉膜(测量技术突破),反射率R=99.99%; * 1983 年离子束溅射干涉膜损耗降到60ppm, 反射率R=99.994%; * 1988 年离子束溅射干涉膜损耗降到10ppm 以下, 反射率R=99.999%; * 1992 年离子束溅射干涉膜损耗降到1.6ppm, 反射率R=99.99984%; * 1997 年离子束溅射干涉膜用于ICF 三倍频激光反射镜实验,351nm 波长激光(脉冲)损伤阈值达20J/cm2;
* 1998 年离子束溅射干涉膜用于ICF 基频激光反射镜实验,得到了1060nm 波长激光(脉冲)损伤阈值
达50J/cm2,吸收损耗小于6ppm 的实验结果。
在国内,对离子束溅射技术的研究非常少,在很多领域几乎接近于空白,根据国家和时代的需要,这项技
术的研究在国内变得尤为迫切。
2 离子束溅射技术的原理和特征
2.1 离子束溅射技术
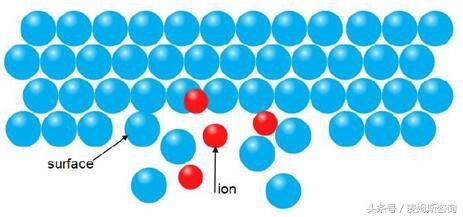
在比较低的气压下,从离子源取出的氩离子以一定角度对靶材进行轰击,由于轰击离子的能量大约为
1keV,对靶材的穿透深度可忽略不计,级联碰撞只发生在靶材几个原子厚度的表面层中,大量的原子逃离
靶材表面,成为溅射粒子,其具有的能量大约为10eV 的数量级。由于真空室内具有比较少的背景气体分子,
溅射粒子的自由程很大,这些粒子以直线轨迹到达基板并沉积在上面形成薄膜。由于大多数溅射粒子具有
的能量只能渗入并使薄膜致密,而没有足够的能量使其他粒子移位,造成薄膜的破坏;并且由于低的背景
气压,薄膜的污染也很低;而且,冷的基板也阻止了由热激发导致晶粒的生长在薄膜内的扩散。因此,在
基板上可以获得致密的无定形膜层。在成膜的过程中,特别是那些能量高于10eV 的溅射粒子,能够渗入
几个原子量级的膜层从而提高了薄膜的附着力,并且在高低折射率层之间形成了很小梯度的过度层。有的
轰击离子从靶材获得了电子而成为中性粒子或多或少的被弹性反射,然后,它们以几百电子伏的能量撞击
薄膜,高能中性粒子的微量喷射可以进一步使薄膜致密而且也增强了薄膜的内应力
2.2 双离子束溅射技术
对于大多数光学应用,主离子源和上面描述的单个离子源的功能相同,辅助离子源有下面描述的补充功能:(1) 基片的清洗和修整(2) 吸收的改善和薄膜的修整
(3) 化学计量比的调整
3 应用前景
目前,离子束溅射技术的应用领域不断
地被拓宽,并且应用的光谱波段也早已从可见光拓宽到红外、紫外、χ射线等范围。到1992 年,国外已
运用离子束溅射技术获得了反射率接近六个九的超低损耗高反射激光镜。离子束溅射技术在光纤、计算机、
通信、纳米技术、新材料、集成光学等领域也即将发挥其强大的作用。尤其信息时代的到来,光纤通讯发
挥了越来越大的作用,对于光纤通信容量的要求也越来越大,其中关键的器件就是波分复用器,而离子束
溅射技术正是研制、开发波分复用器的优选技术方案。可见,离子束溅射技术在将来一定有着更加广阔的
应用前景,引起人们的更加重视。
4 离子束刻蚀工艺
离子束刻蚀技术的一个很重要的物理参数
是溅射率。它表征着每一个入射离子打出的原子数。
刻蚀速率与离子束能量、
束流大小、离子束轰击表面的入射角以及被加工
材料的原子结构、晶向等许多因素有关。
4. 1 不同材料的刻蚀速率
由于离子束刻蚀装置中采用了中和灯丝, 可
中和Ar + 离子的正电荷, 使正离子束变成中性
束。以这种高能的中性束轰击被刻蚀基片而实现
刻蚀加工, 所以对材料无选择性, 金属非金属均
可刻蚀。只是不同材料的刻蚀速率不一样。
表1 几种常用材料的刻蚀速率
材料名称Au Pt W S i SiO2
刻蚀速率/ nm·m in- 1 66. 0 33. 0 16. 0 16. 0 10. 0
4. 2 离子能量对刻蚀速率的影响
刻蚀速率直接与轰击基片的离子能量有关。随着电压
的增加, 离子能量增加, 刻蚀速率增加。
4. 3 束流大小对刻蚀速率的影响
随束流增加刻蚀速率增加。
4. 4 离子束刻蚀的其它应用
对化学研磨、电介研磨难以减薄的材料
的减薄。具有
微分分析样品的能力, 并适应进行精密加工。
5 离子束抛光的基本原理
将导电的工件放在密闭环境中加负偏压, 在高真空环境下
通入一定量的惰性气体( 如氩气) , 并使其进行电离生成带正电
荷的离子。带正电荷的离子在电场作用下加速运动, 并近似沿零
件表面的法向方向轰击零件, 将零件表面的原子碰撞出去从而
实现零件表面的微量去除, 达到提高零件表面形状精度的目的。
设带正电荷离子的电荷量为q, 质量为m, 初速度为零, 所
处电场的强度为E, 则其加速度a:
a= q·E
m
显然, 正离子的飞行时间越长, 轰击零件表面时的速度就越
高, 传递给零件原子的动能也越大, 相应的去除量就大。
6 离子束抛光工艺过程
光学设计,计算近似面,光学车间加工,测出矩阵误差,确定离子束的位置和停留时间,离子束加工,完成光学零件。
7 离子束抛光的优缺点
1 . 加工精度高
、光洁度好2 . 提高非球面光学零件的加工效率, 降低
加工费用。用3 . 工艺性能广泛。往. 加工零件的表面结构好
。5 . 缺点: 设备制造费用大, 需耍应用计算
机
、高其空设备、
高精度干涉仪等现代化装置
8 离子束抛光的典型应用
1 . 高精度非球面光学零件的抛光
2 . 离子末抛光提高高能激光反射镜的镀膜
牢固度和反射镜的工作性能。
3 . 离子束抛光提高激光工作物质的性
能
4 . 离子束抛光加工光栅等
9 离子束注入技术
通常, 金属零件进行表面淬火处理需在10 0 F 高
温下进行, 这将可能导致零件变形, 而采用离子束注
人技术, 操作温度一般仅需3 0 F. 目前, 离子束注
入己发展到可同时将三种不同元素注入基体金属表面。
这种方法还能用于修补陶瓷的表面裂缝
以及用于对其它金属进行表面涂复处理。
但由于目前离子束处理的费用还较高, 处理每平 方厘米需0
.
1 5~ 1 美元, 因此在近期尚不能进入商业性 应用。
范文二:离子束加工技术
编辑本段特点
1.是一种精密微细的加工方法。
2.非接触式加工,不会产生应力和变形。
3.加工速度很快,能量使用率可高达90%。
4.加工过程可自动化。
5.在真空腔中进行,污染少,材料加工表面不氧化。
6.电子束加工需要一整套专用设备和真空系统,价格较贵。
离子束加工的基本原理
离子束加工是在真空条件下,先由电子枪产生电子束,再引入已抽成真空且充满惰性气体之电离室中,使低压惰性气体离子化。由负极引出阳离子又经加速、集束等步骤,获得具有一定速度的离子投射到材料表面,产生溅射效应和注入效应。由于离子带正电荷,其质量比电子大数千、数万倍,所以离子束比电子束具有更大的撞击动能,是靠微观的机械撞击能量来加工的。
?
各类离子束加工示意图
离子束工主要特点如下:
1.加工的精度非常高。
2.污染少。
3.加工应力、热变形等极小、加工精度高。
4.离子束加工设备费用高、成本贵、加工效率低。
离子束加工的分类
离子束加工依其目的可以分为蚀刻及镀膜两种。
蚀刻又可在分为溅散蚀刻和离子蚀刻两种。
离子在电浆产生室中即对工件进行撞击蚀刻,为溅散蚀刻。
产生电子使以加速之离子还原为原子而撞击材料进行蚀刻为离子蚀刻。
编辑本段应用
1.蚀刻加工:
离子蚀刻用于加工陀螺仪空气轴承和动压马达上的沟槽,分辨率高,精度、重复一致性好。
离子束蚀刻应用的另一个方面是蚀刻高精度图形,如集成电路、光电器件和光集成器件等征电子学构件。
太阳能电池表面具有非反射纹理表面。
离子束蚀刻还应用于减薄材料,制作穿透式电子显微镜试片。
2.离子束镀膜加工:
离子束镀膜加工有溅射沉积和离子镀两种形式。
离子镀可镀材料范围广泛,不论金属、非金属表面上均可镀制金属或非金属薄膜,各种合金、化合物、或某些合成材料、半导体材料、高熔点材料亦均可镀覆。
离子束镀膜技术可用于镀制润滑膜、耐热膜、耐磨膜、装饰膜和电气膜等。
离子束装饰膜。
离子束镀膜代替镀铬硬膜,可减少镀铬公害。
提高刀具的寿命。
编辑本段分类
1.离子蚀刻或离子戏削:Ar离子倾斜轰击工件,使工件表面原子逐个剥离。
2.离子溅射沉积:Ar离子倾斜轰击某种材料的靶,靶材原子被击出后沉淀在靶材附近的工件上,使之表面镀上一层薄膜。
3.离子镀或离子溅射辅助辅助沉积:它和离子溅射沉积的区别在于同时轰击靶材和工件,目的是为了增强膜材与工件基材之间的结合力。
4.离子注入:较高能量的离子束直接轰击被加工材料,使工件表面层含有注入离子,改变了工件表面的化学成分,从而改变了工件表面层的物理,力学和化学性能,满足特殊领域的要求。
范文三:离子束加工原理
离子束加工原理 离子束加工原理与电子束加工类似,也是在真空条件下,将Ar、Kr、Xe等情性气体通过离子源电离产生离子束,并经过加速、集束、聚焦后,投射到工件表面的加工部位,以实现去除加工。所不同的是离子的质量比电子的质量大成千上万倍,例如最小的氢离子,其质量是电子质量的1840倍,氖离子的质量是电子质量的7.2万倍。由于离子的质量大,故在同样的速度下,离子束比电子束具有更大的能量。
高速电子撞击工件材料时,因电子质量小速度大,动能几乎全部转化为热能,使工件材料局部熔化、气化,通过热效应进行加工。而离子本身质量较大,速度较低,撞击工件材料时,将引起变形、分离、破坏等机械作用。离子加速到几十电子伏到几千电子伏时,主要用于离子溅射加工;如果加速到一万到几万电子伏,且离子入射方向与被加工表面成25?,30?角时,则离子可将工件表面的原子或分子撞击出去,以实现离子铣削、离子蚀刻或离子抛光等,当加速到几十万电子伏或更高时,离子可穿入被加工材料内部,称为离子注入。
离子束加工具有下列的特点:
1)易于精确控制 由于离子束可以通过离子光学系统
进行扫描,使离子束可以聚焦到光班直径1μm以内进行加工,同时离子束流密度和离子的能量可以精确控制,因此能精确控制加工效果,如控制注入深度和浓度。抛光时,可以一层层地把工件表面的原子抛掉,从而加工出没有缺陷的光整表面。此外,借助于掩膜技术可以在半导体上刻出小于1μm宽的沟槽。
2)加工洁净 因加工是在真空中进行,离子的纯度比较高,因此特别适合于加工易氧化的金属、合金和半导体材料等。
3)加工应力变形小 离子束加工是靠离子撞击工件表面的原子而实现的,这是一种微观作用,宏观作用力很小,不会引起工件产生应力和变形,对脆性、半导体、高分子等材料都可以加工。
范文四:离子束加工
什么是离子束加工
离子束加工在真空条件下,把氩(Ar),(kr),(xe)等椭性气体,通过离子源产生离子束并经过加速,集速聚焦后投射到工件表面的加工部位以实现去除材料的目的。
离子束加工的基本原理
利用能量密度极高的高速电子细束,在高真空腔体中冲击工件,使材料熔化、蒸发、汽化,而达到加工目的。
离子束的加工装置主要由电子枪 真空系统 控制系统 电源系统等四部分所组成。
离子束加工的特点
1、是一种精密微细的加工方法。
2、非接触式加工,不会产生应力和变形。
3、加工速度很快,能量使用率可高达90%。
4、加工过程可自动化。
5、在真空腔中进行,污染少,材料加工表面不氧化。
6、离子束加工需要一整套专用设备和真空系统,价格较贵。
7、由于离子束流密度及离子的能量可以精确控制,因而能控制加工效果。
8、加工应力小。变形微小,对材料适应性强。
9、由于加工在较高真空度中进行,故产生污污染少,特别适于加工易氧化的材料
离子束工加工的应用
1、蚀刻加工:
离子蚀刻用于加工陀螺仪空气轴承和动压马达上的沟槽,分辨率高,精度、重复一致性好。
离子束蚀刻应用的另一个方面是蚀刻高精度图形,如集成电路、光电器件和光集成器件等征电子学构件。
太阳能电池表面具有非反射纹理表面。
离子束蚀刻还应用于减薄材料,制作穿透式电子显微镜试片。
2、离子束镀膜加工:
离子束镀膜加工有溅射沉积和离子镀两种形式。
离子镀可镀材料范围广泛,不论金属、非金属表面上均可镀制金属或非金属薄膜,各种合金、化合物、或某些合成材料、半导体材料、高熔点材料亦均可镀覆。
离子束镀膜技术可用于镀制润滑膜、耐热膜、耐磨膜、装饰膜和电气膜等。 离子束装饰膜。
离子束镀膜代替镀铬硬膜,可减少镀铬公害。
提高刀具的寿命。
范文五:离子束加工原理
离子束加工原理
http://www.yunyoubar.com/ 邮件群发
离子束加工(ion beam machining,IBM)是在真空条件下利用离子源(离子枪)产生的离子经加速聚焦形成高能的离子束流投射到工件表面,使材料变形、破坏、分离以达到加工目的。
因为离子带正电荷且质量是电子的千万倍,且加速到较高速度时,具有比电子束大得多的撞击动能,因此,离子束撞击工件将引起变形、分离、破坏等机械作用,而不像电子束是通过热效应进行加工。
2.离子束加工特点
加工精度高。因离子束流密度和能量可得到精确控制。
在较高真空度下进行加工,环境污染少。特别适合加工高纯度的半导体材料及易氧化的金属材料。
加工应力小,变形极微小,加工表面质量高,适合于各种材料和低刚度零件的加工。
3.离子束加工的应用范围
离子束加工方式包括离子蚀刻、离子镀膜及离子溅射沉积和离子注入等。 1)离子刻蚀
当所带能量为0.1,5keV、直径为十分之几纳米的的氩离子轰击工件表面时,此高能离子所传递的能量超过工件表面原子或分子间键合力时,材料表面的原子或分子被逐个溅射出来,以达到加工目的
这种加工本质上属于一种原子尺度的切削加工,通常又称为离子铣削。 离子束刻蚀可用于加工空气轴承的沟槽、打孔、加工极薄材料及超高精度非球面透镜,还可用于刻蚀集成电路等高精度图形。
2)离子溅射沉积
采用能量为0.1,5keV的氩离子轰击某种材料制成的靶材,将靶材原子击出并令其沉积到工件表面上并形成一层薄膜。
实际上此法为一种镀膜工艺。
3)离子镀膜
离子镀膜一方面是把靶材射出的原子向工件表面沉积,另一方面还有高速中性粒子打击工件表面以增强镀层与基材之间的结合力(可达10,20MPa), 此法适应性强、膜层均匀致密、韧性好、沉积速度快,目前已获得广泛应用。 4)离子注入
用5,500keV能量的离子束,直接轰击工件表面,由于离子能量相当大,可使离子钻进被加工工件材料表面层,改变其表面层的化学成分,从而改变工件表面层的机械物理性能。
此法不受温度及注入何种元素及粒量限制,可根据不同需求注入不同离子(如磷、氮、碳等)。
注入表面元素的均匀性好,纯度高,其注入的粒量及深度可控制,但设备费用大、成本高、生产率较低。

