


 我姓王隔壁却没有少妇
我姓王隔壁却没有少妇
范文一:机械制图明细表模版
版本号序号 代 号 (代 码) 名 称 和 型 号 (基 本 数 据) 数 量 备 注 (或 位 号) 更改
xxxxx明细表
the direct punishment 0.5-10,000 yuan, responsible for the direct responsibility for the accident and the responsibility of leadership, such as concerning administrative sanctions should be dealt with by the personnel Department of the company. (3) personal injury accident occurs, the direct punishment 500-1000, who is directly responsible for the accident responsibility, give notice of criticism and 50-100 economic sanctions against them. (4) to conceal the accident, reported without undue delay or false, to inform the administrative leadership of the criticism, resulting in serious consequences, the pursuit of leadership, along with 500-1000 punishment. (5) significant near miss should be attempted as the case of responsible for the accident and construction team injuries accident penalty provisions, mutatis mutandis. Eight, should perform in the construction standards and specifications, serial number a 1 GB3323-2005 steel fusion welded butt joints, welding engineering-Ray lighting and quality rating of 2 GB11345-89 steel welds manual methods of ultrasonic inspection and testing results for grade 3 GB50236-2002 industrial pipe welding engineering code for construction and acceptance of field equipment 4 HGJ222-92 technical specification for welding of aluminium and its alloys 5 low temperature steel welding procedure 6 SH3525-2004 petrochemical JB/ T4708-2000 of welding procedure qualification for steel pressure vessels 7 JB/4709-2000 8 JB4730-2005 pressure vessel
旧底图总号
更改 处数 分区 更改单号 签名 日期 标记 底图总号
设 计
审 核
日期 签名 工 艺 图样标记 重量 比例 第 1 张 共 7 张
标准化
格式? 制图: 描图: 校对: 幅图:A4
版本号序号 代 号 (代 码) 名 称 和 型 号 (基 本 数 据) 数 量 备 注 (或 位 号) 更改 V
23 GMF00-02-01-03 搁板 1 借用
24 GMF00-02-01-04 安装上板(烘干) 2 借用
25 GMF00-02-01-05 支撑杆-2 1 借用
26 GMF00-02-01-06 轴承滑动支架-2 2 借用
27 GMF00-02-01-07 调节支架 2 借用
28 GMF00-02-01-08 调节支架盖板 2 借用
29 GMF00-02-01-09 压轮支架靠杆(烘箱) 2 借用
30 GMF00-02-01-10 调整固定支架(烘干) 2 借用
31 GMF00-02-01-11 调整杆(烘箱) 1 借用
32 GMF00-02-01-12 刮水滚筒 4 借用
33 GMF00-02-01-13 刮水滚筒圈 8 借用
34 GMF00-02-01-14 刮水传动轴 2 借用
35 GMF00-02-01-15 压轮支架(烘干) 4 借用
36 GMF00-02-01-16 压轮轴(烘箱) 4 借用
37 GMF00-02-01-17 刮水轴调整压簧 2 借用
38 GMF00-01-01-05 安装柱底板 2 借用
39 GMF00-01-01-04 安装柱焊件 8 借用
40 GMF00-01-01-09 角撑 2 借用
41 GMF00-01-02-02 轴承套NU206E(62*30*16) 5 借用
42 GMF00-01-02-03 轴承套盖小NU206E(62*30*16) 5 借用
46 43 GMF00-01-02-04 轴承套盖大NU206E(62*30*16) 5 借用
44 GMF00-01-02-01 轴承支柱 5 借用
the direct punishment 0.5-10,000 yuan, responsible for the direct responsibility for the accident and the responsibility of leadership, such as concerning administrative sanctions should be dealt with by the personnel Department of the company. (3) personal injury accident occurs, the direct punishment 500-1000, who is directly responsible for the accident responsibility, give notice of criticism and 50-100 economic sanctions against them. (4) to conceal the accident, reported without undue delay or false, to inform the administrative leadership of the criticism, resulting in serious consequences, the pursuit of leadership, along with 500-1000 punishment. (5) significant near miss should be attempted as the case of responsible for the accident and construction team injuries accident penalty provisions, mutatis mutandis. Eight, should perform in the construction standards and specifications, serial number a 1 GB3323-2005 steel fusion welded butt joints, welding engineering-Ray lighting and quality rating of 2 GB11345-89 steel welds manual methods of ultrasonic inspection and testing results for grade 3 GB50236-2002 industrial pipe welding engineering code for construction and acceptance of field equipment 4 HGJ222-92 technical specification for welding of aluminium and its alloys 5 low temperature steel welding procedure 6 SH3525-2004 petrochemical JB/ T4708-2000 of welding procedure qualification for steel pressure vessels 7 JB/4709-2000 8 JB4730-2005 pressure vessel
45 GMF00-01-01-16 调整销(出料) 2 借用
46 GMF00-01-00-05 压轴调整杆(出料) 1 借用
47 GMF00-01-00-18 压轴调整把手(出料) 1 借用
48 GMF00-03-02 输送轮-压轮组合装配(压延)
49 GMF00-03-02-01 输送固定架(压延) 1
旧底图总号
更改 压延输送机构明细表 处数 分区 更改单号 签名 日期 标记 底图总号
设 计
审 核
日期 签名 工 艺 图样标记 重量 比例 第2 张 共 7 张
标准化
格式? 制图: 描图: 校对: 幅图:A4
版本号序号 代 号 (代 码) 名 称 和 型 号 (基 本 数 据) 数 量 备 注 (或 位 号) 更改 V
50 GMF00-03-02-02 固定架(压延) 2
51 GMF00-03-02-03 输送架左右(压延) 各2
52 GMF00-03-02-04 输送主动轴连杆(压延) 1
53 GMF00-03-02-05 输送带(压延) 4
54 GMF00-03-02-06 输送架拉杆(压延) 8
55 GMF00-02-07-05 压轮轴承套(扩张) 4 借用
56 GMF00-02-07-04 输送主动轴(压延) 2 借用
57 GMF00-01-06-06 主动轮 4 借用
58 GMF00-01-06-08 被动轮(出料) 24 借用
59 GMF00-02-02-13 输入同步轮XL24(扩拉) 1 借用
60 GMF00-02-07-06 过渡轮轴(压延) 24 借用
61 GMF00-02-07-07 轴套(压延) 1 借用
the direct punishment 0.5-10,000 yuan, responsible for the direct responsibility for the accident and the responsibility of leadership, such as concerning administrative sanctions should be dealt with by the personnel Department of the company. (3) personal injury accident occurs, the direct punishment 500-1000, who is directly responsible for the accident responsibility, give notice of criticism and 50-100 economic sanctions against them. (4) to conceal the accident, reported without undue delay or false, to inform the administrative leadership of the criticism, resulting in serious consequences, the pursuit of leadership, along with 500-1000 punishment. (5) significant near miss should be attempted as the case of responsible for the accident and construction team injuries accident penalty provisions, mutatis mutandis. Eight, should perform in the construction standards and specifications, serial number a 1 GB3323-2005 steel fusion welded butt joints, welding engineering-Ray lighting and quality rating of 2 GB11345-89 steel welds manual methods of ultrasonic inspection and testing results for grade 3 GB50236-2002 industrial pipe welding engineering code for construction and acceptance of field equipment 4 HGJ222-92 technical specification for welding of aluminium and its alloys 5 low temperature steel welding procedure 6 SH3525-2004 petrochemical JB/ T4708-2000 of welding procedure qualification for steel pressure vessels 7 JB/4709-2000 8 JB4730-2005 pressure vessel
62 GMF00-03-03 压轮组合装配
63 GMF00-03-03-01 输送压轮架(压延) 4
64 GMF00-03-03-02 压轮带(压延) 4
65 GMF00-03-02-02 固定架(压延) 2 借用
66 GMF00-03-02-06 输送架拉杆(压延) 6 借用
67 GMF00-02-07-06 过渡轮轴(压延) 24 借用
68 GMF00-01-06-08 被动轮(出料) 24 借用
旧底图总号
更改 压延输送机构明细表 处数 分区 更改单号 签名 日期 标记 底图总号 设 计
审 核
日期 签名 工 艺 图样标记 重量 比例 第 3张 共7 张
标准化
格式? 制图: 描图: 校对: 幅图:A4
版本号序号 代 号 (代 码) 名 称 和 型 号 (基 本 数 据) 数 量 备 注 (或 位 号) 更改 V
69 GMF00-03-04 压延辅助架装配(压延)
70 GMF00-03-04-01 压延辅助柱(压延) 2
71 GMF00-01-01-04 安装柱焊件 8 借用
72 GMF00-01-01-05 安装柱底板 2 借用
73 GMF00-02-01-02 安装底板-2 1 借用
GMF00-02-01- 74 GMF00-02-01-05 支撑杆-2 1 借用
the direct punishment 0.5-10,000 yuan, responsible for the direct responsibility for the accident and the responsibility of leadership, such as concerning administrative sanctions should be dealt with by the personnel Department of the company. (3) personal injury accident occurs, the direct punishment 500-1000, who is directly responsible for the accident responsibility, give notice of criticism and 50-100 economic sanctions against them. (4) to conceal the accident, reported without undue delay or false, to inform the administrative leadership of the criticism, resulting in serious consequences, the pursuit of leadership, along with 500-1000 punishment. (5) significant near miss should be attempted as the case of responsible for the accident and construction team injuries accident penalty provisions, mutatis mutandis. Eight, should perform in the construction standards and specifications, serial number a 1 GB3323-2005 steel fusion welded butt joints, welding engineering-Ray lighting and quality rating of 2 GB11345-89 steel welds manual methods of ultrasonic inspection and testing results for grade 3 GB50236-2002 industrial pipe welding engineering code for construction and acceptance of field equipment 4 HGJ222-92 technical specification for welding of aluminium and its alloys 5 low temperature steel welding procedure 6 SH3525-2004 petrochemical JB/ T4708-2000 of welding procedure qualification for steel pressure vessels 7 JB/4709-2000 8 JB4730-2005 pressure vessel
75 GMF00-02-01-04 安装上板(烘干) 2 借用
76 GMF00-01-01-011 托板扣件 4 借用
77 GMF00-02-04 托板扣件装配
78 GMF00-01-01-011 托板扣件 12 借用
79 GMF00-02-06 过渡轮系装配(压延)
80 GMF00-02-06-02 S7002轴承壳座 2 借用
81 GMF00-02-06-03 S7002轴承壳 2 借用
82 GMF00-02-06-04 S7002轴承壳盖(小) 2 借用
83 GMF00-02-06-05 S7002轴承壳盖(大) 2 借用
84 GMF00-02-06-06 过渡轮系安装架(压延) 1 借用
85 GMF00-02-06-07 过渡轮连接轴(压延) 1 借用
86 GMF00-02-06-08 过渡同步轮XL10(压延) 1 借用
87 GMF00-02-06-09 过渡同步轮32H(压延) 1 借用
88 GB-292-94 S7002 轴承(32*15*9) 2 借用
旧底图总号
更改 压延输送机构明细表 处数 分区 更改单号 签名 日期 标记 底图总号
设 计
审 核
日期 签名 工 艺 图样标记 重量 比例 第 4 张 共 7 张
标准化
格式? 制图: 描图: 校对: 幅图:A4
the direct punishment 0.5-10,000 yuan, responsible for the direct responsibility for the accident and the responsibility of leadership, such as concerning administrative sanctions should be dealt with by the personnel Department of the company. (3) personal injury accident occurs, the direct punishment 500-1000, who is directly responsible for the accident responsibility, give notice of criticism and 50-100 economic sanctions against them. (4) to conceal the accident, reported without undue delay or false, to inform the administrative leadership of the criticism, resulting in serious consequences, the pursuit of leadership, along with 500-1000 punishment. (5) significant near miss should be attempted as the case of responsible for the accident and construction team injuries accident penalty provisions, mutatis mutandis. Eight, should perform in the construction standards and specifications, serial number a 1 GB3323-2005 steel fusion welded butt joints, welding engineering-Ray lighting and quality rating of 2 GB11345-89 steel welds manual methods of ultrasonic inspection and testing results for grade 3 GB50236-2002 industrial pipe welding engineering code for construction and acceptance of field equipment 4 HGJ222-92 technical specification for welding of aluminium and its alloys 5 low temperature steel welding procedure 6 SH3525-2004 petrochemical JB/ T4708-2000 of welding procedure qualification for steel pressure vessels 7 JB/4709-2000 8 JB4730-2005 pressure vessel
版本号序号 代 号 (代 码) 名 称 和 型 号 (基 本 数 据) 数 量 备 注 (或 位 号) 更改 V
89 GMF00-03-07 电机6装配
90 GMF00-02-05-02 电机-3同步轮21H(烘箱) 1 借用
91 GMF00-02-05-03 电机支架-1 1 借用
92 DM08电机减速器4GN(1比25-1比500) 1 外购件
93 DM08电机 (40-60w24v) 1 外购件
94 GMF00-03-08 压轮架组合装配(压延)
95 GMF00-03-08-01 压轮架(压延) 2
96 GMF00-03-02-02 固定架(压延) 1 借用
97 GMF00-02-07-02 过渡轮轴(压延) 20 借用
98 GMF00-01-06-08 被动轮(出料) 24 借用
99 GMF00-03-09 垂直压轮架组合装配(压延)
100 GMF00-03-09-01 垂直压轮架(压延) 2
101 GMF00-03-09-02 刮片(压延) 4
102 GMF00-03-02-02 固定架(压延) 1 借用
103 GMF00-02-07-02 过渡轮轴(压延) 16 借用
104 GMF00-01-06-08 被动轮(出料) 16 借用
the direct punishment 0.5-10,000 yuan, responsible for the direct responsibility for the accident and the responsibility of leadership, such as concerning administrative sanctions should be dealt with by the personnel Department of the company. (3) personal injury accident occurs, the direct punishment 500-1000, who is directly responsible for the accident responsibility, give notice of criticism and 50-100 economic sanctions against them. (4) to conceal the accident, reported without undue delay or false, to inform the administrative leadership of the criticism, resulting in serious consequences, the pursuit of leadership, along with 500-1000 punishment. (5) significant near miss should be attempted as the case of responsible for the accident and construction team injuries accident penalty provisions, mutatis mutandis. Eight, should perform in the construction standards and specifications, serial number a 1 GB3323-2005 steel fusion welded butt joints, welding engineering-Ray lighting and quality rating of 2 GB11345-89 steel welds manual methods of ultrasonic inspection and testing results for grade 3 GB50236-2002 industrial pipe welding engineering code for construction and acceptance of field equipment 4 HGJ222-92 technical specification for welding of aluminium and its alloys 5 low temperature steel welding procedure 6 SH3525-2004 petrochemical JB/ T4708-2000 of welding procedure qualification for steel pressure vessels 7 JB/4709-2000 8 JB4730-2005 pressure vessel
旧底图总号
更改 压延输送机构明细表 处数 分区 更改单号 签名 日期 标记 底图总号 设 计
审 核
日期 签名 工 艺 图样标记 重量 比例 第 5 张 共 7张
标准化
格式? 制图: 描图: 校对: 幅图:A4
版本号序号 代 号 (代 码) 名 称 和 型 号 (基 本 数 据) 数 量 备 注 (或 位 号) 更改 V
标准件
1 GB_13681 焊接螺母M10*1.25 16 安装底板
2 GB_95 平垫 ?8 18
3 GB_93 弹垫 ?8 18
4 GB_70.1 内六角螺钉M8*35 8 托板扣件
5 GB_5780 六角螺栓M8*65 8 托板扣件
6 GB_6170 螺母M8 8 托板扣件
7 GB_70.1 内六角螺钉M6*16 76
8 PEM-S 压铆螺母M4 72
9 PEM-S 压铆螺母M6 134
10 GB_70.3 内六角沉头螺钉M6*16 8 搁板
11 GB_6170 螺母M6 88
12 GB_95 平垫 ?10 16
13 GB_93 弹垫 10 16
14 GB_70.1 内六角螺钉M10*25 16
15 GB_283 94 圆柱滚子轴承NU206E 5 轴承NU206E(62*32*16)
16 GB_879.1 弹性圆柱销 6*75 12 刮水传动轴
17 GB_93 弹垫5 26
18 GB_70.1 内六角螺钉M5*12 20
19 GB_70.1 内六角螺钉M5*10 2
20 GB_858 圆螺母垫圈 30 4 刮水调节滚筒
the direct punishment 0.5-10,000 yuan, responsible for the direct responsibility for the accident and the responsibility of leadership, such as concerning administrative sanctions should be dealt with by the personnel Department of the company. (3) personal injury accident occurs, the direct punishment 500-1000, who is directly responsible for the accident responsibility, give notice of criticism and 50-100 economic sanctions against them. (4) to conceal the accident, reported without undue delay or false, to inform the administrative leadership of the criticism, resulting in serious consequences, the pursuit of leadership, along with 500-1000 punishment. (5) significant near miss should be attempted as the case of responsible for the accident and construction team injuries accident penalty provisions, mutatis mutandis. Eight, should perform in the construction standards and specifications, serial number a 1 GB3323-2005 steel fusion welded butt joints, welding engineering-Ray lighting and quality rating of 2 GB11345-89 steel welds manual methods of ultrasonic inspection and testing results for grade 3 GB50236-2002 industrial pipe welding engineering code for construction and acceptance of field equipment 4 HGJ222-92 technical specification for welding of aluminium and its alloys 5 low temperature steel welding procedure 6 SH3525-2004 petrochemical JB/ T4708-2000 of welding procedure qualification for steel pressure vessels 7 JB/4709-2000 8 JB4730-2005 pressure vessel
21 GB_812 圆螺母M30*1.5 4 刮水调节滚筒
22 GB_6172.1 薄螺母M8 2 烘箱压轴调整杆
23 GB_13681 焊接螺母M12*1.5 2 调整固定支架(烘干)
24 GB_93 弹垫 4 37
25 压铆螺母M5 20
26 GB_879.1 弹性圆柱销 4*24 1 压轴调整手柄装配
27 GB_70.1 内六角螺钉M6*12 26
旧底图总号
更改 压延输送机构明细表 处数 分区 更改单号 签名 日期 标记 底图总号
设 计
审 核
日期 签名 工 艺 图样标记 重量 比例 第 6 张 共7 张
标准化
格式? 制图: 描图: 校对: 幅图:A4 the direct punishment 0.5-10,000 yuan, responsible for the direct responsibility for the accident and the responsibility of leadership, such as concerning administrative sanctions should be dealt with by the personnel Department of the company. (3) personal injury accident occurs, the direct punishment 500-1000, who is directly responsible for the accident responsibility, give notice of criticism and 50-100 economic sanctions against them. (4) to conceal the accident, reported without undue delay or false, to inform the administrative leadership of the criticism, resulting in serious consequences, the pursuit of leadership, along with 500-1000 punishment. (5) significant near miss should be attempted as the case of responsible for the accident and construction team injuries accident penalty provisions, mutatis mutandis. Eight, should perform in the construction standards and specifications, serial number a 1 GB3323-2005 steel fusion welded butt joints, welding engineering-Ray lighting and quality rating of 2 GB11345-89 steel welds manual methods of ultrasonic inspection and testing results for grade 3 GB50236-2002 industrial pipe welding engineering code for construction and acceptance of field equipment 4 HGJ222-92 technical specification for welding of aluminium and its alloys 5 low temperature steel welding procedure 6 SH3525-2004 petrochemical JB/ T4708-2000 of welding procedure qualification for steel pressure vessels 7 JB/4709-2000 8 JB4730-2005 pressure vessel
版本号序号 代 号 (代 码) 名 称 和 型 号 (基 本 数 据) 数 量 备 注 (或 位 号) 更改 V
28 轴承1080096 6*15*5 176
29 GB_896 弹性轴档 ?4 84
30 GB_97.3 轴用平垫 ?6 8
31 GB_70.3 内六角沉头螺钉M4*8 56
32 GB_70.3 内六角沉头螺钉M3*8 8
33 GB_95 弹垫 ?3 14
34 GB_70.1 内六角螺钉M8*16 2
35 GB_13681 焊接螺母 M10 18
36 GB_95 平垫 5 14
37 GB_95 平垫 4 29
38 GB_70.1 内六角螺钉M4*12 12
39 GB_79 内六角圆柱紧定螺钉 M4*8 6
40
41 GB_79 内六角圆柱紧定螺钉M3*4 8 主动轮 主动轮组合
42
43 GB_879.1 弹性圆柱销 3*20 2 双压轮轴
44 GB_79 内六角圆柱紧定螺钉M4*8 6 过渡同步轮32H
45 GB_1096 普通平键 4*25 1 电机3同步轮21H
46 GB_5781 六角螺栓M5*12 4
47 GB_283 圆柱滚子轴承NU206(62*30*16) 5
48 GB_292-94 轴承S7002 32*15*9 2 S7002轴承装配
49 GB_79 内六角圆柱紧定螺钉M3*6 4
50 GB_70.3 内六角沉头螺钉M6*12 4
51 轴承 628-6*2-2Z(13*6*4) 8 压轮轴承套
52
53 GB_95 平垫 6 174
54 GB_93 弹垫 6 190
the direct punishment 0.5-10,000 yuan, responsible for the direct responsibility for the accident and the responsibility of leadership, such as concerning administrative sanctions should be dealt with by the personnel Department of the company. (3) personal injury accident occurs, the direct punishment 500-1000, who is directly responsible for the accident responsibility, give notice of criticism and 50-100 economic sanctions against them. (4) to conceal the accident, reported without undue delay or false, to inform the administrative leadership of the criticism, resulting in serious consequences, the pursuit of leadership, along with 500-1000 punishment. (5) significant near miss should be attempted as the case of responsible for the accident and construction team injuries accident penalty provisions, mutatis mutandis. Eight, should perform in the construction standards and specifications, serial number a 1 GB3323-2005 steel fusion welded butt joints, welding engineering-Ray lighting and quality rating of 2 GB11345-89 steel welds manual methods of ultrasonic inspection and testing results for grade 3 GB50236-2002 industrial pipe welding engineering code for construction and acceptance of field equipment 4 HGJ222-92 technical specification for welding of aluminium and its alloys 5 low temperature steel welding procedure 6 SH3525-2004 petrochemical JB/ T4708-2000 of welding procedure qualification for steel pressure vessels 7 JB/4709-2000 8 JB4730-2005 pressure vessel
旧底图总号
更改 压延输送机构明细表 处数 分区 更改单号 签名 日期 标记 底图总号 设 计
审 核
日期 签名 工 艺 图样标记 重量 比例 第 7张 共 7 张
标准化
格式? 制图: 描图: 校对: 幅图:A4
the direct punishment 0.5-10,000 yuan, responsible for the direct responsibility for the accident and the responsibility of leadership, such as concerning administrative sanctions should be dealt with by the personnel Department of the company. (3) personal injury accident occurs, the direct punishment 500-1000, who is directly responsible for the accident responsibility, give notice of criticism and 50-100 economic sanctions against them. (4) to conceal the accident, reported without undue delay or false, to inform the administrative leadership of the criticism, resulting in serious consequences, the pursuit of leadership, along with 500-1000 punishment. (5) significant near miss should be attempted as the case of responsible for the accident and construction team injuries accident penalty provisions, mutatis mutandis. Eight, should perform in the construction standards and specifications, serial number a 1 GB3323-2005 steel fusion welded butt joints, welding engineering-Ray lighting and quality rating of 2 GB11345-89 steel welds manual methods of ultrasonic inspection and testing results for grade 3 GB50236-2002 industrial pipe welding engineering code for construction and acceptance of field equipment 4 HGJ222-92 technical specification for welding of aluminium and its alloys 5 low temperature steel welding procedure 6 SH3525-2004 petrochemical JB/ T4708-2000 of welding procedure qualification for steel pressure vessels 7 JB/4709-2000 8 JB4730-2005 pressure vessel
范文二:机械制图明细表模版[宝典]
版本号序号 代 号 (代 码) 名 称 和 型 号 (基 本 数 据) 数 量 备 注 (或 位 号) 更改
旧底图总号
更改 xxxxx明细表 处数 分区 更改单号 签名 日期 标记 底图总号
设 计
审 核
日期 签名 工 艺 图样标记 重量 比例 第 1 张 共 7 张
标准化
格式? 制图: 描图: 校对: 幅图:A4
版本号序号 代 号 (代 码) 名 称 和 型 号 (基 本 数 据) 数 量 备 注 (或 位 号) 更改 V
23 GMF00-02-01-03 搁板 1 借用
24 GMF00-02-01-04 安装上板(烘干) 2 借用
25 GMF00-02-01-05 支撑杆-2 1 借用
26 GMF00-02-01-06 轴承滑动支架-2 2 借用
27 GMF00-02-01-07 调节支架 2 借用
28 GMF00-02-01-08 调节支架盖板 2 借用
29 GMF00-02-01-09 压轮支架靠杆(烘箱) 2 借用
30 GMF00-02-01-10 调整固定支架(烘干) 2 借用
31 GMF00-02-01-11 调整杆(烘箱) 1 借用
32 GMF00-02-01-12 刮水滚筒 4 借用
33 GMF00-02-01-13 刮水滚筒圈 8 借用
34 GMF00-02-01-14 刮水传动轴 2 借用
35 GMF00-02-01-15 压轮支架(烘干) 4 借用
36 GMF00-02-01-16 压轮轴(烘箱) 4 借用
37 GMF00-02-01-17 刮水轴调整压簧 2 借用
38 GMF00-01-01-05 安装柱底板 2 借用
39 GMF00-01-01-04 安装柱焊件 8 借用
40 GMF00-01-01-09 角撑 2 借用
41 GMF00-01-02-02 轴承套NU206E(62*30*16) 5 借用
42 GMF00-01-02-03 轴承套盖小NU206E(62*30*16) 5 借用
46 43 GMF00-01-02-04 轴承套盖大NU206E(62*30*16) 5 借用
44 GMF00-01-02-01 轴承支柱 5 借用
45 GMF00-01-01-16 调整销(出料) 2 借用
46 GMF00-01-00-05 压轴调整杆(出料) 1 借用
47 GMF00-01-00-18 压轴调整把手(出料) 1 借用
48 GMF00-03-02 输送轮-压轮组合装配(压延)
49 GMF00-03-02-01 输送固定架(压延) 1
旧底图总号
更改 压延输送机构明细表 处数 分区 更改单号 签名 日期 标记 底图总号
设 计
审 核
日期 签名 工 艺 图样标记 重量 比例 第2 张 共 7 张
标准化
格式? 制图: 描图: 校对: 幅图:A4
版本号序号 代 号 (代 码) 名 称 和 型 号 (基 本 数 据) 数 量 备 注 (或 位 号) 更改 V
50 GMF00-03-02-02 固定架(压延) 2
51 GMF00-03-02-03 输送架左右(压延) 各2
52 GMF00-03-02-04 输送主动轴连杆(压延) 1
53 GMF00-03-02-05 输送带(压延) 4
54 GMF00-03-02-06 输送架拉杆(压延) 8
55 GMF00-02-07-05 压轮轴承套(扩张) 4 借用
56 GMF00-02-07-04 输送主动轴(压延) 2 借用
57 GMF00-01-06-06 主动轮 4 借用
58 GMF00-01-06-08 被动轮(出料) 24 借用
59 GMF00-02-02-13 输入同步轮XL24(扩拉) 1 借用
60 GMF00-02-07-06 过渡轮轴(压延) 24 借用
61 GMF00-02-07-07 轴套(压延) 1 借用
62 GMF00-03-03 压轮组合装配
63 GMF00-03-03-01 输送压轮架(压延) 4
64 GMF00-03-03-02 压轮带(压延) 4
65 GMF00-03-02-02 固定架(压延) 2 借用
66 GMF00-03-02-06 输送架拉杆(压延) 6 借用
67 GMF00-02-07-06 过渡轮轴(压延) 24 借用
68 GMF00-01-06-08 被动轮(出料) 24 借用
旧底图总号
更改 压延输送机构明细表 处数 分区 更改单号 签名 日期 标记 底图总号
设 计
审 核
日期 签名 工 艺 图样标记 重量 比例 第 3张 共7 张
标准化
格式? 制图: 描图: 校对: 幅图:A4
版本号序号 代 号 (代 码) 名 称 和 型 号 (基 本 数 据) 数 量 备 注 (或 位 号) 更改 V
69 GMF00-03-04 压延辅助架装配(压延)
70 GMF00-03-04-01 压延辅助柱(压延) 2
71 GMF00-01-01-04 安装柱焊件 8 借用
72 GMF00-01-01-05 安装柱底板 2 借用
73 GMF00-02-01-02 安装底板-2 1 借用
GMF00-02-01- 74 GMF00-02-01-05 支撑杆-2 1 借用
75 GMF00-02-01-04 安装上板(烘干) 2 借用
76 GMF00-01-01-011 托板扣件 4 借用
77 GMF00-02-04 托板扣件装配
78 GMF00-01-01-011 托板扣件 12 借用
79 GMF00-02-06 过渡轮系装配(压延)
80 GMF00-02-06-02 S7002轴承壳座 2 借用
81 GMF00-02-06-03 S7002轴承壳 2 借用
82 GMF00-02-06-04 S7002轴承壳盖(小) 2 借用
83 GMF00-02-06-05 S7002轴承壳盖(大) 2 借用
84 GMF00-02-06-06 过渡轮系安装架(压延) 1 借用
85 GMF00-02-06-07 过渡轮连接轴(压延) 1 借用
86 GMF00-02-06-08 过渡同步轮XL10(压延) 1 借用
87 GMF00-02-06-09 过渡同步轮32H(压延) 1 借用
88 GB-292-94 S7002 轴承(32*15*9) 2 借用
旧底图总号
更改 压延输送机构明细表 处数 分区 更改单号 签名 日期 标记 底图总号
设 计
审 核
日期 签名 工 艺 图样标记 重量 比例 第 4 张 共 7 张
标准化
格式? 制图: 描图: 校对: 幅图:A4
版本号序号 代 号 (代 码) 名 称 和 型 号 (基 本 数 据) 数 量 备 注 (或 位 号) 更改 V
89 GMF00-03-07 电机6装配
90 GMF00-02-05-02 电机-3同步轮21H(烘箱) 1 借用
91 GMF00-02-05-03 电机支架-1 1 借用
92 DM08电机减速器4GN(1比25-1比500) 1 外购件
93 DM08电机 (40-60w24v) 1 外购件
94 GMF00-03-08 压轮架组合装配(压延)
95 GMF00-03-08-01 压轮架(压延) 2
96 GMF00-03-02-02 固定架(压延) 1 借用
97 GMF00-02-07-02 过渡轮轴(压延) 20 借用
98 GMF00-01-06-08 被动轮(出料) 24 借用
99 GMF00-03-09 垂直压轮架组合装配(压延)
100 GMF00-03-09-01 垂直压轮架(压延) 2
101 GMF00-03-09-02 刮片(压延) 4
102 GMF00-03-02-02 固定架(压延) 1 借用
103 GMF00-02-07-02 过渡轮轴(压延) 16 借用
104 GMF00-01-06-08 被动轮(出料) 16 借用
旧底图总号
更改 压延输送机构明细表 处数 分区 更改单号 签名 日期 标记 底图总号
设 计
审 核
日期 签名 工 艺 图样标记 重量 比例 第 5 张 共 7张
标准化
格式? 制图: 描图: 校对: 幅图:A4
版本号序号 代 号 (代 码) 名 称 和 型 号 (基 本 数 据) 数 量 备 注 (或 位 号) 更改 V
标准件
1 GB_13681 焊接螺母M10*1.25 16 安装底板
2 GB_95 平垫 ?8 18
3 GB_93 弹垫 ?8 18
4 GB_70.1 内六角螺钉M8*35 8 托板扣件
5 GB_5780 六角螺栓M8*65 8 托板扣件
6 GB_6170 螺母M8 8 托板扣件
7 GB_70.1 内六角螺钉M6*16 76
8 PEM-S 压铆螺母M4 72
9 PEM-S 压铆螺母M6 134
10 GB_70.3 内六角沉头螺钉M6*16 8 搁板
11 GB_6170 螺母M6 88
12 GB_95 平垫 ?10 16
13 GB_93 弹垫 10 16
14 GB_70.1 内六角螺钉M10*25 16
15 GB_283 94 圆柱滚子轴承NU206E 5 轴承NU206E(62*32*16)
16 GB_879.1 弹性圆柱销 6*75 12 刮水传动轴
17 GB_93 弹垫5 26
18 GB_70.1 内六角螺钉M5*12 20
19 GB_70.1 内六角螺钉M5*10 2
20 GB_858 圆螺母垫圈 30 4 刮水调节滚筒
21 GB_812 圆螺母M30*1.5 4 刮水调节滚筒
22 GB_6172.1 薄螺母M8 2 烘箱压轴调整杆
23 GB_13681 焊接螺母M12*1.5 2 调整固定支架(烘干)
24 GB_93 弹垫 4 37
25 压铆螺母M5 20
26 GB_879.1 弹性圆柱销 4*24 1 压轴调整手柄装配
27 GB_70.1 内六角螺钉M6*12 26
旧底图总号
更改 压延输送机构明细表 处数 分区 更改单号 签名 日期 标记 底图总号 设 计
审 核
日期 签名 工 艺 图样标记 重量 比例 第 6 张 共7 张
标准化
格式? 制图: 描图: 校对: 幅图:A4
版本号序号 代 号 (代 码) 名 称 和 型 号 (基 本 数 据) 数 量 备 注 (或 位 号) 更改 V
28 轴承1080096 6*15*5 176
29 GB_896 弹性轴档 ?4 84
30 GB_97.3 轴用平垫 ?6 8
31 GB_70.3 内六角沉头螺钉M4*8 56
32 GB_70.3 内六角沉头螺钉M3*8 8
33 GB_95 弹垫 ?3 14
34 GB_70.1 内六角螺钉M8*16 2
35 GB_13681 焊接螺母 M10 18
36 GB_95 平垫 5 14
37 GB_95 平垫 4 29
38 GB_70.1 内六角螺钉M4*12 12
39 GB_79 内六角圆柱紧定螺钉 M4*8 6
40
41 GB_79 内六角圆柱紧定螺钉M3*4 8 主动轮 主动轮组合
42
43 GB_879.1 弹性圆柱销 3*20 2 双压轮轴
44 GB_79 内六角圆柱紧定螺钉M4*8 6 过渡同步轮32H
45 GB_1096 普通平键 4*25 1 电机3同步轮21H
46 GB_5781 六角螺栓M5*12 4
47 GB_283 圆柱滚子轴承NU206(62*30*16) 5
48 GB_292-94 轴承S7002 32*15*9 2 S7002轴承装配
49 GB_79 内六角圆柱紧定螺钉M3*6 4
50 GB_70.3 内六角沉头螺钉M6*12 4
51 轴承 628-6*2-2Z(13*6*4) 8 压轮轴承套
52
53 GB_95 平垫 6 174
54 GB_93 弹垫 6 190
旧底图总号
更改 压延输送机构明细表 处数 分区 更改单号 签名 日期 标记 底图总号
设 计
审 核
日期 签名 工 艺 图样标记 重量 比例 第 7张 共 7 张
标准化
格式? 制图: 描图: 校对: 幅图:A4
范文三:机械制图基础知识材料
机械制图基础知识培训
杨少龙
一、 培训范围
主要讲述了机械制图中图纸幅面、比例、字体、图线、剖面符号、图样表达、尺寸标注、简单机械图样画法等的基本要求和规定。
二、培训目的
了解机械制图中国家标准的有关规定,掌握识图中的各种注意事项,能够读懂基本的零件图、装配图,以及绘制简单的零件图。
三、培训内容
1 图纸幅面
1.1绘制图样时,应优先采用下表中规定的图号,各图号幅面按约二分之一的关系递减。
1.2图纸应画有图框,其格式如图2、图3、图4、图5所示,图2、图3为留有装订边的图框格式,图4、图5为不留装订边的图框格式。在图纸上必须用粗实线画出图框。
1.3为了绘制的图样便于查阅和管理,每张图纸都必须有标题栏。 标题栏应位于图框的右下角, 看图方向应与标题栏方向一致。标题栏一般由更改区、签字区、名称及代号区、其他区组成,也可按实际需要增加或减少。
1.4在装配图中一般应有明细栏,其一般配置在装配图中标题栏的上方,按由下而上的顺序填写。明细栏一般由序号、代号、名称、数量、材料、质量
(单件、总计) 、分区、备注等组成,也可按实际需要增加或减少。
2 比例
2.1绘制图样时所采用的比例为图样中机件要素的线性尺寸与实际机件相应要素的线性尺寸之比,即图形的大小与机件的实际大小之比。
2.2绘制图样一般采用下表中规定的比例。
2.3注意:
1)绘制同一机件的各个视图应采用相同的比例,并在标题栏的比例一栏中填写。当某个视图需要采用不同的比例时,必须另行标注。
2)当图纸中孔的直径或板的厚度等于或小于2mm 以及斜度和锥度较小时,可不按比例而夸大画出。
3)画图时比列不可随意确定,应按照上表选取,尽量采用1:1的比例画图。
4)图样不论放大或缩小,图样上标注的尺寸均为机件的实际大小,而与采用的比例无关。
3 字体
3.1图样中书写的字体应做到:字体端正、笔画清楚、排列整齐、间隔均匀。汉字应用长仿宋体书写。
3.2字体的号数,即字体的高度(单位为毫米),分为20、14、10、7、5、3.5、
2.5七种。字体的宽度约等于字体高度的三分之二。
3.3用作指数、分数、极限偏差、注脚等的数字及字母,一般采用小一号字体。 4 图线
4.1各种图线的名称、型式、代号、宽度以及在图上的一般应用见下表。
4.1.1 粗实线:主要用于可见轮廓线和可见过渡线。
4.1.2 细实线:用途较多,主要用于尺寸线、尺寸界线及剖面线。
4.1.3 虚线:主要用于不可见轮廓线和不可见过渡线。
4.1.4 细点画线:主要用于轴线及对称中心线。
4.1.5 双点画线:主要用于相邻零件的轮廓线及极限位置的轮廓线。
4.1.6 粗点画线:主要用于特殊要求的线。
4.1.7 波浪线:主要用于断裂处的边界线及视图和剖视的分界线。
4.1.8 双折线:主要用于断裂处的边界线。
4.2图线的宽度
图线分为粗、细两种。粗线的宽度b 应按图的大小和复杂程度,在0.5 mm ~2mm 之间选择(一般取0.7mm ),细线的宽度约为b/3。图线宽度的推荐系列为:0.18 mm 、0.25 mm、0.35 mm、0.5 mm、0.7 mm、1 mm、1.4 mm、2 mm。
4.3图线画法
4.3.1 同一图样中同类图线的宽度应基本一致。虚线、点划线及双点划线的线段长度和间隔应各自大致相等。
4.3.2 两条平行线(包括剖面线) 之间的距离应不小于粗实线的两倍宽度,其最小距离不得小于0.7mm 。
4.3.3 绘制圆的对称中心线时,圆心应为线段的交点。点划线和双点划线的首末两端应是线段而不时短划,且超出图形轮廓线约2mm ~5mm 。
4.3.4 在较小的图形上绘制点划线或双点划线有困难时,可用细实线代替。 5 剖面符号
5.1 在剖视和剖面图中,应采用下表所规定的剖面符号。
注:剖符号仅表示材料的类别,材料的名称和代号必须另行注明。
5.2 剖面符号的画法
5.2.1 在同一金属零件的零件图中,剖视图、剖面图的剖面线,应画成间隔相等、方向相同而且与水平成45°的平行线(图6)。当图形中的主要轮廓线与水平成45°时,该图形的剖面线应画成与水平成30°或60°的平行线,其倾斜的方向仍与其它图形的剖面线一致(图7)。
图6 图7
图8 图9
5.2.2 当被剖部分的图形面积较大时,可以只沿轮廓的周边画出剖面符号(图
8) 。
5.2.3 如仅需画出剖视图中的一部分图形,其边界又不画波浪线时,则应将剖面线绘制整齐(图9) 。
5.2.4 在装配图中,相互邻接的金属零件的剖面线,其倾斜方向应相反,或方向一致而间隔不等(图8、图9) 。同一装配图中的同一零件的剖面线应方向相同、间隔相等。除金属零件外,当各邻接零件的剖面符号相同时,应采用疏密不一的方法以示区别。
5.2.5 在装配图中,宽度小于或等于2mm 的狭小面积的剖面,可用涂黑代替剖面符号。如果是玻璃或其它材料,而不宜涂墨时,可不画剖面符号。当两邻接剖面均涂黑时,两剖面之间应留出不小于0.7mm 的空隙。
6 图样表达
6.1 总则
6.1.1 绘制机械图样时,首先考虑看图方便。根据机件的结构特点,选用适当的表达方法。在完整清晰地表达机件各部分形状的前提下,力求制图简便。
6.1.2 机件的图形按正投影法绘制,即投影线垂直于投影面。
6.2 视图——向投影面投影所得的图形。一般只画机件的可见部分。
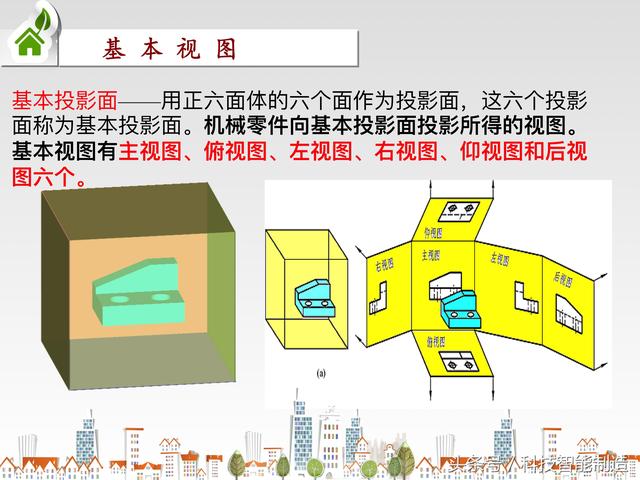
6.2.1 基本视图——向基本投影面投影所得的视图。基本投影面规定为正六面体的六个面,各投影面的展开方法见图10。
图 10
6.2.1.1 基本视图名称及其投影方向的规定:
主视图——由前向后投影所得的视图;
俯视图——由上向下投影所得的视图;
左视图——由左向右投影所得的视图;
右视图——由右向左投影所得的视图;
仰视图——由下向上投影所得的视图;
后视图——由后向前投影所得的视图。
6.2.1.2 基本视图的配置关系见图11。
图 11
注:在同一张图纸内按基本视图配置视图时,一律不标注视图的名称。如不能按基本视图配置视图时,应在视图的上方标出视图的名称“×向”,在相应的视图附近用箭头指明投影方向,并注上同样的字母。“×向”中的“×”为大写拉丁字母的代号(图12)。
图 12
6.2.2 斜视图——机件向不平行于任何基本投影面的平面投影所得的视图。画斜视图时,必须在视图的上方标出视图的名称“X向”,在相应的视图附近用箭头指明投影方向,并注上同样的字母(图13)。
图 13
6.2.3 局部视图——将机件的某一部分向基本投影面投影所得的视图。画局部视图时,一般在局部视图上方标出视图的名称“×向”,在相应的视图附近用箭头指明投影方向,并注上同样的字母(图14)。当局部视图按投影关系配置,中间又没有其它图形隔开时,可省略标注(图13)。
图 14
6.2.4 旋转视图——假想将机件的倾斜部分旋转到与某一选定的基本投影面平行后再向该投影面投影所得的视图。
6.3 剖视图——假想用剖切面剖开机件,将处在观察者和剖切面之间的部分移去,而将其余部分向投影面投影所得的图形(图14) 。
6.3.1 全剖视图——用剖切平面完全地剖开机件所得的剖视图(图14)。
6.3.2 半剖视图——当机件具有对称平面时,在垂直于对称平面的投影面上投影所得的图形,可以对称中心线为界,一半画成剖视,另一半画成视图。机件的形状接近于对称,且不对称部分已另有图形表达清楚时,也可以画成半剖视。
6.3.3 局部剖视图——用剖切平面局部地剖开机件所得的剖视图。局部剖视图用波浪线分界,波浪线不应和图样上其它图线重合。当被剖结构为回转体时,允许将该结构的中心线作为局部剖视与视图的分界线(图15) 。
图 15
6.3.4 剖切位置与剖视图的标注
一般应在剖视图的上方用字母标出剖视图的名称“×-×”。在相应的视图上用剖切符号表示剖切位置,用箭头表示投影方向,并注上同样的字母。当剖视图按投影关系配置,中间又没有其它图形隔开时,可省略箭头(图14)。
6.4 剖面图——假想用剖切平面将机件的某处切断,仅画出断面的图形(图16) 。
图 16
6.5 局部放大图——将机件的部分结构,用大于原图形所采用的比例画出的图形。局部放大图可画成视图、剖视、剖面,它与被放大部分的表达方式无关。 7 尺寸注法
图样中,图形只能表示物体的形状,不能确定它的大小,因此,图样中必须标注尺寸来确定其大小。
7.1 基本规则
7.1.1 机件的真实大小应以图样上所注的尺寸数值为依据,与图形的大小及绘图的准确度无关。
7.1.2 图样中(包括技术要求和其他说明) 的尺寸,以毫米为单位时,不需标注计量单位的代号或名称,如采用其他单位,则必须注明相应的计量单位的代号或名称。
7.1.3 图样中所标注的尺寸,为该图样所示机件的最后完工尺寸,否则应另加说明。
7.1.4 机件的每一尺寸,一般只标注一次,并应标注在反映该结构最清晰的图形上。
7.2 尺寸数字、尺寸线和尺寸界线
7.2.1 尺寸数字(表示所注尺寸的数值)
7.2.1.1 线性尺寸的数字一般应注写在尺寸线的上方,也允许注写在尺寸线的中断处(图17) 。
图 17
7.2.1.2 线性尺寸数字的方向,一般应采用第一种方法注写。在不致引起误解时,也允许采用第二种方法。但在一张图样中,应尽可能采用一种方法。
方法 1:数字应按图18所示的方向注写,并尽可能避免在图示30°范围内标注尺寸,当无法避免时可按图19的形式标注。
方法 2:对于非水平方向的尺寸,其数字可水平地注写在尺寸线的中断处(图
20) 。
图 18 图
19
图 20 图 21
7.2.1.3 角度的数字一律写成水平方向,一般注写在尺寸线的中断处(图22) 。必要时也可按图23的形式标注在尺寸线的上方或外侧,角度较小时也可用指引线引出标注。注意角度尺寸必须注出单位。
图 22 图23
7.2.1.4 尺寸数字不可被任何图线所通过,否则必须将该图线断开 (图 24)。
7.2.2 尺寸线
7.2.2.1 尺寸线用细实线绘制,其终端用箭头的形式表示。在位置不够的情况下,允许用圆点或斜线代替箭头(图24) 。
图 24
7.2.2.2 标注线性尺寸时,尺寸线必须与所标注的线段平行。尺寸线不能用其他图线代替,一般也不得与其他图线重合或画在其延长线上。
7.2.2.3 圆的直径和圆弧半径的尺寸线的终端应画成箭头,当圆弧的半径过大或在图纸范围内无法标出其圆心位置时,可按图25a 的形式标注,若不需要标出其圆心位置时,可按图25b 的形式标注。
a b
图 25
7.2.2.4 标注角度时,尺寸线应画成圆弧,其圆心是该角的顶点。
7.2.2.5 当对称机件的图形只画出一半或略大于一半时,尺寸线应略超过对称中心线或断裂处的边界线,此时仅在尺寸线的一端画出箭头(图26) 。
图 26
7.2.2.6 在没有足够的位置画箭头或注写数字时,可按图24 的形式标注,箭头用圆点或斜线代替,尺寸数字写在尺寸界线的外侧或引出标注。
7.2.3 尺寸界线
7.2.3.1 尺寸界线用细实线绘制,并应由图形的轮廓线、轴线或对称中心线处引出。也可利用轮廓线、轴线或对称中心线作尺寸界线(图27) 。
图 27
7.2.3.2 尺寸界线和般应与尺寸线垂直,必要时才允许倾斜(图28) 。
图 28
7.2.3.3 在光滑过渡处标注尺寸时,必须用细实线将轮廓线延长,从它们的交点处引出尺寸界线(图28) 。
7.2.3.4 标注角度的尺寸界线应沿径向引出;标注弦长或弧长的尺寸界线应平行于该弦的垂直平分线,当弧度较大时,可沿径向引出(图29) 。
图 29
7.3 标注尺寸的符号
7.3.1 标注直径时,应在尺寸数字前加注符号“Φ”;标注半径时,应在尺寸数字前加注符号“R”;标注球面的直径或半径时,应在符号“Φ”或“R”前再加注符号“S”。对于螺钉、铆钉的头部,轴(包括螺杆) 的端部以及手柄的端部等,在不致引起误解的情况下可省略符号“S”。
7.3.2 标注弧长时,应在尺寸数字上方加注符号“⌒ ”(图29) 。
7.3.3 标注参考尺寸时,应将尺寸数字加上圆括弧。
7.3.4 标注剖面为正方形结构的尺寸时,可在正方形边长尺寸数字前加注符号“ □”(图30a 、图30c) 或用“B×B”(图30b 、图30d ,B 为正方形的边长) 注出。
图 30
7.3.5 标注板状零件的厚度时,可在尺寸数字前加注符号“ δ”。
7.3.6 标注斜度或锥度时,可按下表所示的方法标注,符号的方向应与斜度、锥度的方向一致。必要时可在标注锥度的同时,在括号中注出其角度值。
8 三视图的画法
8.1 正投影(投影线垂直于投影面的投影)可以表达出零件的真实性,因此,在机械设计中一般情况下都采用正投影绘制图纸。正投影的基本特性:
1)真实性:当空间直线或平面平行于投影面时,其在所平行的投影面上的投影反映直线的实长或平面的实形。
2)积聚性:当直线或平面垂直于投影面时,它在所垂直的投影面上的投影为一点或一条直。
3)类似性:当空间直线或平面倾斜于投影面时,它在该投影面上的正投影仍为
直线或与之类似的平面图形。
8.2 利用正投影法将物体放在3个互相垂直的平面所组成的三面投影体系中,物体的3个表面分别与3个投影面平行。然后分别向3个投影面投射,得到该物体在3个投影面上的3个投影,分别是正面投影、水平投影和侧面投影,成为物体的三视图,如图31所示。
图 31
8.3 使V 面不动,H 面绕OX 轴向下旋转90°与V 面重合,W 面绕OZ 轴向右旋转三90°与V 面重合,则得到图32所示的三视图间的位置关系。
图 32
8.4 由图33可以看出,主、俯视图反映了物体的同样长度;主、左视图反映了物体的同样高度;俯、左视图反映了物体的同样宽度,即三视图之间的投影规律为:
主、俯视图——长对正
左、俯视图——宽相等
主、左视图——高平齐
图 33
8.5 点线面的投影特性
点: 无论从哪个角度观察均为一点。
线: (1):直线平行于投影面,投影等于实长。
(2):直线垂直于投影面,投影积聚成一点。
(3):直线倾斜于投影面,投影小于实长。
面: (1):平面平行于投影面,投影成实形。
(2):平面垂直于投影面,投影积聚成一线。
(3):平面倾斜于投影面,投影小于实形的类似图形。
9 简单机械图样画法
9.1 机械图样的分类
机械图样包括零件图和装配图。零件图是表达零件的结构大小以及技术要求的图样;装配图是表达产品及其组成部分的联接、装配关系的图样。
9.2 螺纹的画法
9.2.1 螺纹的牙顶用粗实线表示,牙底用细实线表示,在螺杆的倒角或倒圆部分也应画出。在垂直于螺纹轴线的投影面的视图中,表示牙底的细实线圆只画约3/4 圈,此时轴或孔上的倒角省略不画(图34~图36) 。在垂直于螺纹轴线的投影面的视图中,需要表示部分螺纹时,螺纹的牙底线也应适当地空出一段距离,如图37所示。
图
34
图
35
a
b
图 36 图 37
图 38
图 39
9.2.2 完整螺纹的终止界线(简称螺纹终止线) 用粗实线表示,外螺纹终止线的画法如图34a 、图35a ,内螺纹终止线的画法如图36、图38a 。
9.2.3 当需要表示螺纹收尾时,螺尾部分的牙底用与轴线成30°的细实线绘制(图34a 、图38a) 。
9.2.4 不可见螺纹的所有图线按虚线绘制。
9.2.5 无论是外螺纹或内螺纹,在剖视或剖面图中剖面线都必须画到粗实线(图35~图38) 。
9.2.6 绘制不穿通的螺孔时,一般应将钻孔深度与螺纹部分的深度分别画出(图
36、图38a) 。
9.2.7 以剖视图表示内外螺纹的连接时,其旋合部分应按外螺纹的画法绘制,其余部分仍按各自的画法表示(图39) 。
图 40
9.3 螺纹的标注方法
9.3.1 对于标准的螺纹应注出相应标准所规定的螺纹代号或标记 (图40) 。
9.3.2 英寸制的管螺纹、锥螺纹以及锥管螺纹允许沿用下表所列的符号标注,其注法如图41所示。
图 41
9.3.3 图样中所标注的螺纹长度,均指不包括螺尾在内的完整螺纹长度。
范文四:机械制图材料标记方法
Q/SXC
Q/SXC 0104—2006
上海万象汽车制造有限公司企业标准
机械制图 材料标记方法
2006-06-16发布 2006-07-01实施
目 录
前言 ................................................................................... 1 范围 ................................................................................ 1 2 引用标准 ............................................................................ 1 3 材料标记 ............................................................................ 1
前 言
本标准的全部内容为上海万象汽车制造有限公司企业技术标准。 本标准由技术开发部提出。 本标准由技术总监崔峻基批准。 本标准审核人:殷卫东。 本标准主要起草人:成冬林。 本标准由技术开发部归口。
机械制图材料标记方法
1 范围
本标准规定了本公司机械制图中标题栏材料标注方法。
本标准适用于本公司机械制图中标题栏材料标记,本公司内使用的文件、资料也可参照使用。 本标准不适用于涉外图纸标题及涉外文件和资料中的材料标注。 2 引用标准
本标准参照《常用材料标记示例》—机械工业标准化培训中心、《材料手册》—江苏省标准情报研究所(1992)、《常用金属材料手册》-中国标准出版社(2000) 中的标准。 3 材料标记
在产品设计等机械制图中,若所设计零件所用材料属该标准所列材料品种,则可按简化标记法标记,否则应按标准标记法标记。
注:②钢板厚度2.5mm 以下用。
1
2
3
4
5
6
Q/SXC 0104—2006
7
Q/SXC 0104—2006
8
Q/SXC 0104—2006
9
范文五:材料分类明细表
1、建筑类 1.1、建材
1.1.1、 砖
1.1.1.1、红砖
1.1.1.2、青砖
1.1.1.3、加砌砖
1.1.1.4、煤灰砖
1.1.1.5、耐火砖
1.1.1.6、水泥砖
1.1.1.7、灰砂砖
1.1.2、瓦
1.1.2.1、红瓦
1.1.2.2、青瓦
1.1.2.3、琉璃瓦
1.1.2.4、水泥瓦
1.1.2.5、玻璃钢瓦
1.1.2.6、铁楞瓦
1.1.3、预制板
1.1.3.1、水泥板
1.1.3.2、加气板
1.1.3.3、水泥纤维板
1.1.3.4、水泥植物纤维板
1.2、建料
1.2.1、沙石 1.2.1.1、河沙 1.2.1.2、风化沙 1.2.1.3、石英砂 1.2.1.4、碎石 1.2.1.5、石碴 1.2.1.6、卵石 1.2.1.7、石英石 1.2.1.8、石灰石 1.2.1.9、石灰膏 1.2.1.10、珍珠岩 1.2.1.11、陶粒 1.3、水泥
1.3.1、碳酸盐 1.3.2、矿碴 1.3.3、白水泥 1.3.3、成品水泥 1.3.4、彩色水泥 1.3.5、粉煤灰水泥 1.3.6、快干水泥
1、 木材类
2.1、原木
2.1.1、松木
2.1.2、白松
2.1.3、红松
2.1.4、黄花松
2.1.5、沙松
2.1.6、柞木
2.1.7、榆木
2.1.8、水曲柳
2.1.9、楸木
2.1.10、榉木
2.1.11、柏木
2.1.12、椴木
2.1.13、桐木
2.1.14、防腐木
2.1.14.1、防腐木方
2.1.14.2、防腐木板
2.1.15、红木系列
2.1.15.1、花梨木
2.1.15.2、紫檀
2.1.15.3、鸡翅木
2.1.15.4、酸枝木、 2.1.15.5、乌木 2.2、木板材
2.2.1、木方
2.2.1.1、红松 2.2.1.2、白松 2.2.1.3、椴木 2.2.1.4、揪木 2.2.1.5、榉木 2.2.1.6、水曲柳 2.2.1.7、木龙骨 2.2.2、木板材 2.2.2.1、大芯板 2.2.2.1.1、机栟 2.2.2.1.2、手栟 2.2.2.2、多层胶合板 2.2.2.3、刨花板 2.2.2.3.1、防水 2.2.2.3.2、防火 2.2.2.4、密度板 2.2.2.4.1、中密度 2.2.2.4.2、高密度
2.2.2.5、纤维板 2.2.2.6、宝丽板 2.2.2.7、竹胶木板 2.2.2.8、玻镁板 2.3、木饰面板类 2.3.1、木贴面板 2.3.1、榉木
2.3.2、影木
2.3. 3、树榴 2.3.4、花梨
2.3. 5、樱桃 2.3.6、檀木
2.3..7、核桃 2.3.8、柚木
2.3.9、橡木
2.3.10、枫木 2.3..11、花樟 2.3..12、楠木 2.3..13、水曲柳 2.3.14、沙贝利 2.3.15、铁刀木 2.3.16、 PVC 贴面板
2.3.17、三聚氰胺贴面板 2.3.18、塑料贴面板 2.3.19、金属箔贴面板 2.3.20、纸质木纹贴面板 2.3.21、防火板 2.3.21.1、单色
2.3.21.2、仿木纹 2.3.21.3、仿石材 2.3.21.4、金属面 2.3.22、软木
2.3.23、木质吸音板 2.3.24、木丝吸音板 2.4、合成板材
2.4.1、指接实木板 2.4.2、科技木
3、金属面板类 3.1、金属面板
3.1.1黑色金属
3.1.1.1、冷轧钢板
3.1.1.2、热轧钢板
3.1.1.3、热镀锌板
3.1.1.4 、冷镀锌板
3.1.1.5、压锌
3.1.1. 6、彩钢板
3.1.1.7、带钢板
3.1.2、有色金属
3.1.2.1、铝单板
3.1.2.2、蜂窝铝板
3.1.2.3、复合铝板
3.1.2.4、铜板
3.1.2.5、覆铜板
3.1.2.6、金箔
3.1.2.7、银箔
3.1.2.8、铜箔
3.1.2.9、铝箔
3.1.3、不锈钢
3.1.3.1、镜面
3.1.3.2、法纹 3.1.3.3、蚀刻 3.1.3.4、钛金 3.1.3.5、工业板 3.1.4、铝塑板 3.1.4.1、单面 3.1.4.2、双面 3.1.4.3、单色 3.1.4.4、双色 3.1.4.5、仿木纹 3.1.4.6、仿石材 3.1.5、金属地垫 3.1.5.1、黑色金属 3.1.5.2、有色金属 3.1.5.3、不锈钢 3.2、金属型材 3.2.1、黑色金属 3.2.1.1、圆钢 3.2.1.1.1、冷拔 3.2.1.1.2、热拔 3.2.1.1.3、热轧 3.2.2、钢管
3.2.2.1、焊管 3.2.2.2、无缝管 3.2.3、螺纹钢 3.2.4、角钢
3.2.4.1、等边 3.2.4.2、不等边 3.2.5、扁钢
3.2.6、方管
3.2.7、钜管
3.2.8、槽钢
3.2.9、 T 型钢 3.2.10、 H 型钢 3.2.11、工字钢 3.2.2、有色金属 3.2.2.1、铝方通 3.2.2.2、铝扁通 3.2.2.3、保温铝型材 3.2..2.4、喷漆铝型材 3.2.2.5、木纹铝型材 3.2.2.6、隔热铝型材 3.2.2.7、普通铝型材 3.2.2.8、异型铝型材
3.2..2.9、阳极化铝型材 3.2.2.9、角铝 3.2.2.9.1、等边 3.2.2.9.2、不等边 3.2.2. 10、铝管
3.2.2. 11、铝棒 3.2.2.12、铝条 3.2.2.13、铝槽 3.2.2.14、铜条 3.2.2.15、铜槽
3.2.2. 16、铜管
3.2.2. 17、铜棒 3.2.2.18、铜丝
3.2.3、不锈钢
3.2.3.1、不锈钢管 3.2.3.1.1、不锈钢方管 3.2.3.1.2、不锈钢钜管 3.2.1.1.3、不锈钢圆钢 3.2.3.2、不锈钢棒 3.2.3.3、不锈钢 U 型槽 3.2.3.4、不锈钢条 3.2.4、金属索
3.2..4.2、钢胶线 3.2.4.3、不锈钢丝 3.2.4.4、不锈钢索 3.2.5、金属网 3.2.5.1、钢板网 3.2.5.2、钢丝网 3.2.5.3、铜网 3.2.5.4、不锈钢网 3.2.5.5、不锈钢球 3.2.5.6、钢球 3.3、轻钢龙骨类 3.3.1、吊顶主龙骨 3.3.1.1、镀锌 3.3.1.2、压锌 3.3.2、吊顶副龙骨 3.3.2.1、镀锌 3.3.2.2、压锌 3.3.3、隔墙竖龙骨 3.3.3.1、镀锌 3.3.3.2、压锌 3.3.4、沿顶地龙骨
3.3.4.2、压锌 3.3.5、 T 型龙骨 3.3.6、 H 型龙骨 3.3.7、烤漆龙骨 3.3.8、烤漆边骨 3.3.5、龙骨配件系列
4、吊顶材料类 4.1、吸音板
4.1.1、石膏板
4.1.2、普通
4.1.2.1、防水
4.1.2.2、防火
4.1.3、矿棉吸音板
4.1.4、硅钙板
4.1.5、诶特板
4.1.6、 GRG 板
4.1.7、玻纤吸音板
4.2、金属板
4.2.1、钢板
4.2.1.1、金属彩钢板
4.2.1.2、彩色不锈钢板
4.2.2.3、钢格栅
4.2.2、铝单板
4.2.2.1、方板
4.2.2.2、冲孔方板
4.2.2.3、条板
4.2.2.4、铝挂板
4.2.2.5、铝格栅
4.2.2、金属膜 4.2.2.1、金膜 4.2.2.2、银幕 4.2.2.3、铝膜 4.2.4.4、铜膜 4.3、塑料板 4.3.1、阳光板 4.3.2、 PVC 板 4.3.3、亚克力板 4.3.4、有机玻璃板 4.3.5、软膜 4.3.6、张拉膜 4.3.7、胶木板
5、玻璃类 5.1、建筑玻璃
5.1.1、平板
5.1.2、钢化
5.1.3、夹胶
5.1.4、防弹
5.1.5、防火
5.1.6、镀膜
5.1.7、中空
5.1.8、 LOW — E
5.1.9、热弯
5.2、艺术玻璃
5.2.1、夹丝
5.2.2、麼沙
5.2.3、彩绘
5.2.4、热熔
5.2.5、压花
5.2.6、冰雕
5.2.7、油墨
5.2.8、彩釉
5.2.9、丝印
5.2.10、有色
5.2.11、超白 5.2.12、水晶 5.2.13、镀银 5.2.14、烤漆 5.2.15、镭射 5.2.16、调光 5.2.17、镶嵌 5.2.18、布纹 5.3、玻璃制品 5.3.1、玻璃砖 5.3.2、玻璃球 5.3.3、玻璃管 5.3.4、玻璃柱 5.3.5、玻璃镜 5.3.5.1、普通白镜 5.3.5.2、防水白镜 5.3.5.3、车边境
6、石材类 6.1、天然石材
6.1.1、花岗岩
6.1.2、大理石
6.1.3、沙岩
6.1.4、板岩
6.1.5、页岩
6.1.6、洞石
6.1.7、文化石
6.1.8、木纹石
6.1.9、铝蜂窝复合花岗岩
6.1.10、铝蜂窝复合大理石
6.1.11、玉石
6.1.12、石雕
6.1.13、石刻
6.2、人造石
6.2.1、微晶石
6.2.2、人造石
6.2.3、水磨石
6.2.4、石英石板
6.3、陶瓷砖
6.3.1、墙砖
6.3.1.1、外墙砖 6.3.1.2、内墙砖 6.3.2、地砖 6.3.3、墙地砖线条 6.3.4、复合砖 6.3.4.1、复合墙砖 6.3.4.2、复合地砖 6.3.4.3、广场砖 6.3.4.4、页岩砖 6.3.4.5、砖雕 6.3.4.6、花砖 6.3.5、马赛克 6.3.5.1、玻璃 6.3.5.2、石质 6.3.5.3、贝壳 6.3.5.4、金属面
7、地板类 7.1、地板
7.1.1、强化复合地板
7.1.2、复合实木地板
7.1.3、实木地板
7.1.4、软木地板
7.1.5、竹地板
7.1.6、塑料地板
7.1.7、橡胶地板
7.1.8、 PVC 地板
7.1.9、塑胶地板
7.1.10、石英地板
7.1.11、环氧自流平
7.1.12、网络地板
7.1.13、抗静电地板
7.2、地毯类
7.1、卷毯
7.1.1、纯毛地毯
7.1.2、化纤地毯
7.1.3、除尘地毯
7.1.4、防滑地毯
7.2、块毯
7.2.1、化纤 7.2.2、纯毛 7.2.3、挂毯 7.2.4、地毯胶垫 7.2.5、地垫 7.2.6、倒齿条
8、五金类 8.1、装饰五金
8.1.1、锁具
8.1.1.1、压把
8.1.1.2、球形
8.1.1.3、平头
8.1.1.4、磁卡
8.1.1.5、密码
8.1.1.6、指纹
8.1.1.7、电子
8.1.2、合叶
8.1.2.1、轴承
8.1.2.2、铰链
8.1.2.3、自由
8.1.2.4、阻尼
8.1.2.5、防火
8.1.2.6、自闭
8.1.2.7、玻璃
8.1.3、闭门器
8.1.3.1、液压
8.1.3.2、气压
8.1.3.3、地弹簧
8.1.4、拉手 8.1.4.1、金属 8.1.4.2、钢木 8.1.4.3、水晶 8.1.4.4、树脂 8.1.5、插销 8.1.5.1、明插销 8.1.5.2、暗插销 8.1.5.3、脚登 8.1.5.4、门吸 8.1.5.5、门碰 8.1.5.6、门夹 8.1.5.7、门锁夹 8.1.6、门导轨 8.1.6.1、不锈钢 8.1.6.2、铝合金 8.1.6.3、烤漆 8.1.6.4、铜合金 8.2橱柜五金 8.2.1、拉手 8.2.2、合页 8.2.3、铰链
8.2.4、抽屉滑道 8.2.5、封边条 8.2.5.1、塑料 8.2.5.2、不锈钢 8.2.5.3、铝合金 8.2.6、调整脚 8.2.6.1、塑料 8.2.6.2、铝合金 8.2.6.3、不锈钢 8.2.7、螺丝 8.2.8、接件 8.2.9、拉篮 8.3、家具五金 8.3.1、锁 8.3.2、拉手 8.3.3、合页 8.3.4、铰链 8.3.5、滑道 8.3.6、隔板销 8.3.7、吊挂件 8.4、窗五金 8.4.1、把手
8.4.2、拉手
8.4.3、合页
8.4.4、插销
8.4.5、滑轮
8.5、幕墙五金 8.5.1、驳接爪 8.5.2、转接件 8.5.3、驳接头 8.5.4、拉杆锁头 8.5.5、拉索
8.5.6、支撑杆 8.5.7、驳接件 8.5.8、连接件 8.5.9、挂件
8.5.10、玻璃吊夹 8.5.11、索锚具 8.5.12、石材干挂件
8.5.13、蜂窝背板挂件 8.6、金属制品配件 8.6.1、空调风口 6.6.1.1、铝百叶 6.6.1.2、散流器 6.6.1.3、条型风口 8.6.2、金属检查口 8.6.3、空调管
8.6.3.1、金属管道 8.6.3.2、玻璃钢管道 8.6.3.3、软管
8.6.3.4、铜管
9、电气照明类 杜 9.1、电管
9.1.1、桥架
9.1.1.1、金属
9.1.2.2、 PVC
9.1.2、电管
9.1.2.1、金属
9.1.2.2、 PVC
9.1.3、软管
9.1.3.1、金属
9.1.3.2、 PVC
9.2、导线
9.2.1 、电缆
9.2.1.1、电力
9.2.1.2、铠甲
9.2.1.3、普通
9.2.1.4、通信
9.2.1.5、光纤
9.2.2、电线
9.2.2.1、塑料铜芯线
9.2.2.2、塑料阻燃铜芯线
9.2.2.3、塑料铝芯线
9.2.3、信号线 9.2.3.1、电话 9.2.3.2、网络 9.2.3.3、电视 9.2.3.4、音频 9.3、配电柜(箱) 9.3.1、室外
9.3.1.1、高压配电柜 9.3.1.2、低压配电柜 9.3.2、户内
9.3.2.1、高压配电柜 9.3.2.2、低压配电柜 9.3.2.3、动力配电箱 9.3.2.4、照明配电箱 9.3.2.5、插座箱 9.4、开关、插座 9.4.1、空气开关 9.4.1.1、三相 9.4.1.2、单项 9.4.2、翘板开关 9.4.2.1、 86型
9.4.2.3、调光
9.4.2.4、空调开关 9.4.3、插座
9.4.3.1、 86型
9.4.3.2、 120型 9.4.3.3、地插
9.4.3.4、智能插座 9.4.3.4.1、网络 9.4.3.4.2、电话 9.4.3.4.3、电视 9.4.3.4.4、多功能插座 9.5、灯具
9.5.1、户外
9.5.1.1、路灯
9.5.1.2、投光灯 9.5.1.3、 LED 灯 9.5.1.4、冷阴极 9.5.1.5、探照灯 9.5.1.6、太阳能灯 9.5.1.7、防爆灯 9.5.1.8、水下灯
9.5.1.9.1、草坪灯 9.5.1.9.2、地埋灯 9.5.1.10、软管霓虹灯 9.5.1.11、工矿灯 9.5.2、户内
9.5.2.1、水晶灯 9.5.2.2、格栅灯 9.5.2.3、筒灯
9.5.2.4、日光灯 9.5.2.5、射灯
9.5.2.6、壁灯
9.5.2.7、吸顶灯 9.5.2.8、云石灯 9.5.2.9、台灯 9.5.2.10、斗胆灯 9.5.2.11、信号灯 9.5.2.12、指示灯 9.5.2.13、吊灯 9.5.2.14、应急灯 9.5.2.15、宫廷灯 9.5.2.16、工艺灯
9.5.2.18、落地灯 9.5.2.19、羊皮灯 9.5.3、舞台 9.5.3.1、光纤灯 9.5.3.2、面灯 9.5.3.3、雨灯 9.5.3.4、聚光灯 9.5.3.5、近光灯 9.5.3.6、激光灯 9.5.3.7、电脑灯 9.5.3.8、追光灯 9.5.3.9、彩灯 9.5.3.10、爆闪灯 9.5.3.11、紫外灯 9.6.4 、光源 9.6.4.1、 钠灯 9.6.4.2、汞灯 9.6.4.3、金卤灯 9.6.4.4、日光灯管 9.6.4.5、节能灯管 9.6.4.6、灯泡
9.6.5电器材
9.6.5.1、光纤灯触发器 9.6.5.2、整流器 9.6.5.3、应急灯逆变器 9.6.5.4、调光控制器
10、水暖管材类 杜 10.1、管材
10.1.1、下水管
10.1.1.1、铸铁管
10.1.1.2、 UPVC
16.1.1.3、 PVC 管
10.1.2、上水管
10.1.2.1、镀锌管
10.1.2.2、不锈钢管
10.1.2.2.1、软管
10.1.2.2.2、硬管
10.1.2.3、包塑管
16.1.2.3.1、包铝
10.1.2.3.2、包不锈钢
10.1.2.4、 PPR 管
10.1.2.5、铜管
10.1.2.6、塑料水管
10.1.2.7、橡胶水管
10.1.3、管配件
10.1.3.1、金属法兰
10.1.3.2、不锈钢法兰
10.1.3.3、四通
10.1.3.4、三通 10.1.3.5、直接 10.1.3.6、弯头 10.1.3.6.1、 45°16.1.3.6.2、 90°10.1.3.7、丝堵 10.1.3.8、油任 10.1.3.9、 10.1.3.10、 10.1.4、器材 10.1.4.1、暖气片 10.1.4.1.1、铸铁 10.1.4.1.2、钢管 10.1.4.1.3、钢板 10.1.4.2、散热片 10.1.4.3、分水器 10.1.5、阀门 10.1.5.1、球阀 10.1.5.2、闸阀 10.1.5.3、水龙头 10.1.5.3.1、单水 10.1.5.3.2、混水
10.1.5.4、感应水龙头 10.2、卫浴
10.2.1、 洁具 10.2.1.1座便 10.2.1.1.1、连体 10.2.1.1.2、分体 10.2.1.1.3、悬挂 10.2.1.2、蹲便 10.2.1.3、妇洗器 10.2.2、台盆 10.2.2.1、台上 10.2.2.2、台下 10.2.3、柱盆
10.2.4、拖布池 10.2.3、小便斗 10.2.3.1、立式 10.2.3.2、挂式 10.2.4、浴盆 10.2.4.1、钢板 10.2.4.2、亚克力 10.2.4.3、铸铁 10.2.4.4、陶瓷
10.2.4.5、木质
10.2.5、浴房
10.2.5.1、淋浴房 10.2.5.2、蒸气房 10.2.5.3、桑拿房 10.2.5.4、整体浴房 10.2.6、卫浴配件五金 10.2.6.1、浴帘杆 10.2.6.2、浴巾架 10.2.6.3、防滑拉手 10.2.6.4、毛巾架(环) 10.2.6.5、水杯架 10.2.6.6、皂液架 10.2.6.7、手纸盒 10.2.6.8、手纸架 10.2.6.9、挂架 10.2.6.10、地漏 10.2.6.11、花洒 10.2.6.11.1、整体 10.2.6.11.2、分体 10.2.6.11.3、冲脚器 10.2.6.12、三角阀
10.2.6.13、小便斗隔板 10.2.6.14、延时水阀 10.2.6.15、感应水阀
11、化工类 11.1、油漆
11.1.1、醇酸漆
11.1.2、硝基漆
11.1.3、聚酯漆
11.1.4、聚氨脂漆
11.1.5、沥青漆
11.1.6、防火漆
11.1.7、磁漆
11.1.8、氟碳漆
11.1.9、桐油
11.1.10、生漆
11.1.11、虫胶漆
11.1.12、荧光漆
11.2、涂料、乳胶漆
11.2.1、涂料
11.2.1.1、建筑
11.2.1.2、防火
11.2.2、乳胶漆
11.2.2.1、防水
11.2.2.2、单色
11.2.2.3、彩色
11.2.3、真石漆 11.3、胶剂
11.3.1、木饰品胶 11.3.1.1、白乳胶 11.3.1.2、树脂胶合剂 11.3.1.3、聚酯胶合剂 11.3.1.4、环氧胶合剂 11.3.1.5、橡胶胶合剂 11.3.2、工程胶 11.3.2.1、玻璃胶 11.3.2.2、密封胶 11.3.2.3、结构胶 11.3.2.4、耐候胶 11.3.2.5、大力胶 11.3.2.6、 502胶 11.3.2.7、 107胶 11.3.2.8、无影胶 11.3.2.9、 AB 胶
12、门窗类 12.1、金属门
12.1.1、防盗门
12.1.2、伸缩门
12.1.3、卷帘门
12.1.4、车库门
12.1.5、铁艺门
12.1.2、木门
12.1.2.1、实木门
12.1.2.2、包厢门
12.1.2.3、复合实木门
12.1.2.4、棋格门
12.1.3、防火门
12.1.3.1、金属
12.1.3.2、木质
12.1.4、玻璃门
12.1.4.1、有框
12.1.4.2、无框
12.1.5、电动门
12.1.5.1、平开
12.1.5.2、折叠
12.1.5.3、旋转
12.1.5.4、旋转加平开 12.1.6、屏风 12.1.6.1、玻璃 12.1.6.2、金属 12.1.6.3、木质 12.2、窗
12.2.1、金属窗 12.2.1.1、钢窗 12.2.1.2、 铝合金窗 12.2.1.3、断桥隔热窗 12.2.2、木窗
12.2.3、塑钢窗 12.2.4、铝木复合窗
13、织物类 13.1、织物
13.1.1、壁布
13.1.2、壁纸
13.1.3、壁毡
13.1.4、软包
13.1.5、人造革
13.1.6、皮质
13.1.7、布艺
13.1.8、海绵
13.1.9、海洁布
13.1.10、吸音棉
13.1.11、无纺布
13.1.12、网格布
13.2、窗帘
13.2.1、布艺帘
13.2.2、金属帘
13.2.3、木质帘
13.2.4、竹帘
13.2.5、 PVC 帘
13.2.6、遮阳帘
13.2.7、窗纱
13.2.8、窗帘配件 13.2.8.1、窗帘杆 13.2.8.1.1、电动 13.2.8.1.2、木质 13.2.8.1.3、金属 13.2.8.2、挂环 13.2.8.3、挂钩 13.3、饰品
13.3.1、 装饰品 13.3.2、摆挂件饰品 13.3.3、花瓶 花插 13.3.4、软装饰品 13.3.5、工艺品 13.3.6、艺术品 13.3.7、 陈设品
14、线条类 14.1、栏杆扶手
14.1、栏杆
14.1.1、实木
14.1.2、复合
14.1.3、金属
14.1.4、不锈钢
14.1.5、玻璃
14.1.6、石质
14.1.6、人造石
14.1.2、扶手
14.1.2.1、实木
14.1.2.2、复合
14.1.2.3、不锈钢
14.1.2.4、人造石
14.1.2.5、水晶玻璃
14.2、线条
14.2.1、木线条
14.2.1.1、实木
14.2.1.1.1、松木
14.2.1.1.2、椴木
14.2.1.1.3、桐木
14.2.1.1.5、白木 14.2.1.1.6、水曲柳 14.2.2、复合 14.2.2.1、树脂 14.2.2.2、密度板 14.2.2.3、高分子 14.2.2.4、塑料 14.2.3、成品 14.2.3.1、门套线 14.2.3.2、窗套线 14.2.3.3、踢脚线 14.2.4、石材 14.2.4.1、花岗岩 14.2.4.2、大理石 14.2.4.3、洞石 14.2.4.4、砂岩 14.2.5、金属 14.2.5.1、不锈钢 14.2.5.2、铝合金 14.2.6、石膏线条 14.2.7、 JRC 线条
14.3、线条造型组合配套品 14.3.1、石膏配套饰品 14.3.2、石材配套饰品 14.3.3、 JRC 配套饰品 14.3.4、 GRG 配套饰品 14.3.5、合成材料配套饰品 14.4.6、木质配套饰品 14.4.7、金属配套饰品 14.4.8、玻璃配套饰品
15、辅料类 15.1、标准件
15.1.1、不锈钢螺栓、螺母
15.1.2、铜螺栓、螺母
15.1.3、普通螺栓、螺母
15.1.3.1、平口垫片
15.1.3.2、开口垫片
15.1.4.3、弹簧垫片
15.1.4.4、橡胶垫片
15.1.4、自攻螺丝
15.1.5、木螺丝
15.1.6、胀管
15.1.6.1、金属膨胀螺栓
15.1.6.2、塑料胀管
15.1.6.3、化学螺栓
15.1.7、金属钉
15.1.7.1、园钉
15.1.7.2、直钉
15.1.7.3、文钉
15.1.7.4、钢钉
15.1.7.5、射钉
15.1.7.6、炮钉
15.1.7.7、铆钉 15.1.7.7.1、金属铆钉 15.1.7.7.2、铝铆钉 15.1.7.7.3、塑料铆钉 15.1.7.7.4、铜铆钉 15.1.8、金属配品 15.1.8.1、金属接线盒 15.1.8.2、塑料接线盒 15.1.8.3、 分线盒 15.1.8.4、抱箍 15.1.8.5、线卡 15.2、胶制品
15.2.1、胶垫
15.2.2、胶条
15.2.3、胶带 15.2.3.1、透明 15.2.3.2、绝缘 15.2.3.3、生胶带 15.2.3.4、不干胶 15.2.3.5、玻璃贴 15.2.3.6、双面胶带 15.2.3.7、单面胶
15.3、保温品
15.3.1、玻璃纤维岩棉 15.3.2、聚苯板 15.3.2.1、液体聚苯板 15.3.3、聚塑板 15.3.4、玻纤布 15.4、稀释剂
15.4.1、汽油
15.4.2、煤油
15.4.3、酒精
15.4.4、松香水 15.4.5、香蕉水 15.4.6、防潮剂 15.4.7、脱漆机 15.4.8、快干剂 15.5、膏粉品
15.5.1、石膏粉 15.5.2、石膏腻子 15.5.2.1、腻子粉 15.5.2.2、腻子膏 15.5.2.3、勘缝膏
15.5.2.5、布绷带 15.5.3、原子灰
15.5.4、防静电腻子 15.5.5、弹性腻子 15.5.6、化工原料粉剂 15.6、消耗材
15.6.1、金属钻头 15.6.1.1、冲击钻头 15.6.1.2、直柄麻花钻头 15.6.1.3、水洗钻头 15.6.2、锯片
15.6.2.1、云石锯片 15.6.2.2、砂轮切割片 15.6.2.3、角磨机片 15.6.2.4、木工锯片 15.6.2.5、手工锯条 15.6.2.6、沙轮片 15.6.3、电焊条 15.6.3.1、碳钢焊条 15.6.3.2、不锈钢焊条 15.6.3.3、铸铁焊条
15.6.4、气焊条 15.6.4.1、铝焊丝 15.6.4.2、铜焊丝 15.6.4.3、不锈钢焊丝 15.6.4.4、塑料焊条 15.6.5、焊粉 15.6.5.1、铜焊粉 15.6.5.2、铝焊粉 15.6.6、锡焊 15.6.6.1、焊锡膏 15.6.7、砂纸 15.6.7.1、铁砂纸 15.6.7.2、水砂纸 15.6.7.3、砂布 15.6.7.4、砂带 15.6.8、毛刷 15.6.8.1、油漆毛刷 15.6.8.2、羊毛刷 15.6.8.3、排笔 15.6.8.4、毛笔 15.6.8.5、滚筒 15.6.9、绝缘品

